MANUFACTURING AGREEMENT
QuickLinks -- Click here to rapidly navigate through this document
Exhibit 10.22
This agreement ("Agreement") is dated December 10, 1998, and is entered into by and between Displaytech, Inc., a corporation organized and existing under the laws of the State of Colorado in the United States of America, with its principal place of business located at 0000 Xxxxxx Xxxxx Xxxxx, Xxxxxxxx, XX 00000 X.X.X. ("DT"), and Miyota Co., Ltd., established and existing under the laws of Japan, with its registered office located at 0000-0 Xxxxxx-xxxxx, Xxxxxxxx-xxx, Xxxxxx-xxx, 000-0000 Xxxxx ("MYT"; along with DT a "Party", and together the "Parties").
WHEREAS, DT possesses technology intellectual property rights and know-how related to certain micro-display devices using ferroelectric liquid crystals ("FLCs"); and
WHEREAS, MYT possesses know-how and expertise related to the mass manufacture of various types of micro-electronic devices; and
WHEREAS, DT and MYT desire to enter into an agreement with respect to the performance by MYT of certain manufacturing services in relation to certain micro-display products using FLCs that are based on or incorporate or include DT's technology intellectual property rights or know-how, or both, which performance of MYT manufacturing services is for, upon the order of or on behalf of DT without regard to what the identity of the customer, assembler (if any), packager (if any) or user thereof is or may be;
NOW, THEREFORE, in consideration of the premises and the mutual promises of the parties contained herein, the parties agree as follows:
1. DEFINITIONS.
As used in this Agreement, the following terms shall have the meanings set forth below:
- 1.1
- "Products" shall mean all FLC micro-display glass on silicon and glass on glass devices which are based on or incorporate or include
DT's technology intellectual property rights or know-how, or both.
- 1.2
- "Finished Products" shall mean Products that are completely processed and tested, and ready for shipment to the customer or other
person designated as the recipient thereof in the order pursuant to which such Finished Products have been manufactured by MYT.
- 1.3
- "Semi-Finished Products" shall mean Products that are partially processed, meaning that they shall have been completed
through the FOL and MOL processes, but not the EOL processes.
- 1.4
- "FOL" (Front of Line) shall mean all manufacturing processes required to produce good wafer to glass or glass to glass assembly of a
Product or Products. The assembly will be properly spaced and glue lines in place. The assembly will be ready for MOL processing.
- 1.5
- "MOL" (Middle of Line) shall mean the processes required to properly singulate, fill, seal and test the silicon to glass, and the glass
to glass assembly of a Product or Products so that each such Product is ready for EOL processing.
- 1.6
- "EOL" (End of Line) shall mean the final processes in the production of a Product or Products, each of which Products shall include all packaging and final testing thereof.
1
- 1.7
- "Manual" shall, when used with respect to an operation in the manufacturing process (whether FOL, MOL or EOL), mean an operation
performed solely by an operator who is a natural person, with no automation provided or associated therewith.
- 1.8
- "Yield" shall, when used with respect to a specified part or Product, mean the number of good parts or Product of the type specified versus the number of total parts or Products of the type specified produced by a process during a defined time period, and shall be determined by the following formula:
| Y | = | GP TP |
||
Where Y |
= |
Yield in or for the time period in question |
||
GP |
= |
the number (measured in units) of good parts or Products of the specified type produced in such time period by MYT |
||
TP |
= |
the number (measured in the same units) of total parts or Products of such specified type produced in such time period by MYT |
And "good" means a part or Product that is produced by MYT under this Agreement and that meets or exceeds the quality control standards therefor that are herein or hereinafter specified by the Parties with respect thereto
- 1.9
- "Yield Rates" shall, when used with respect to a specified part or Product, mean the average Yield with respect to such part or
Product, computed over many days or weeks of production, the number of such days or weeks to be mutually agreed to from time to time, on a reasonable basis, by the Parties.
- 1.10
- "Qualify" or "Qualification", or words of like purport, shall, as related to a manufacturing facility or a manufacturing process, mean that such manufacturing facility or such particular manufacturing process has been released to volume manufacturing by the Parties with respect to a specified Product because such Product has been produced at such facility or pursuant to such process with predictable Yields that are acceptable to the Parties and has passed all tests required by the Parties to determine that the Product specification is being met within the quality control standards therefor that are herein or hereinafter specified by the Parties with respect thereto.
2. DESIGN AND MANUFACTURE OF PRODUCTS.
2.1 Manufacture of Products. DT and MYT agrees that MYT will manufacture Products for, upon the order of or on behalf of DT upon the written request or notification of DT, subject to the terms and conditions hereof, during the term of this Agreement and any renewal thereof.
2.2 Products Covered by Agreement. This Agreement governs all Products, whether currently existing or subsequently developed during the term of this Agreement, or any renewal thereof.
2.3 Design of Products. DT will be responsible for the design and development of the Products. Each type of Product, such as, but not limited to, quarter VGA ("QVGA"), shall be identified and described in detail and listed in a schedule attached hereto as Schedule 2.3, Product Description. Types of Product subsequently developed shall be added to Schedule 2.3 after specifications and drawings have been developed for such Products. DT shall have the responsibility for developing such Product specifications and drawings. The design of each Product will be in accordance with DT's Product specifications, which will include, among other things, product reliability, for quality control purposes, and will be set forth in drawings, or in other written or computer aided design data, and delivered to
2
MYT. MYT agrees to use the Product design only for manufacturing Products. If MYT believes Product can be manufactured more efficiently or for less cost by changing DT's Product design, MYT agrees to inform DT of such changes and such changes will be incorporated in the Product design upon DT's written consent.
2.4 Manufacturing Processes for Products. Displaytech will be responsible for the development of manufacturing processes for the Products, whether such processes are implemented in DT's existing facilities in Longmont, Colorado, or in MYT's existing facilities in Nagano, Japan. As provided below, MYT agrees to collaborate with DT toward the development and refinement of manufacturing processes for the Products, particularly in connection with the design and installation of manufacturing facilities in Longmont, Colorado. DT will document its manufacturing processes and know-how and include it in a schedule attached hereto as Schedule 2.4, Process Procedure Documentation. Such documentation will include specifications for each process, a process flow chart and certain standards, such as, but not limited to, assembly, environmental and safety standards. All manufacturing processes and know-how subsequently developed during the term of this Agreement or any renewal period, whether by DT or MYT, will be documented and added to Schedule 2.4. DT will furnish such documentation to MYT, free of charge, for the sole purpose of enabling MYT to manufacture Product. MYT agrees that, if it determines that Product can be manufactured more efficiently or for less cost by changing, adding to or deleting from any of DT's manufacturing processes, it will inform DT, and such changes will be incorporated into DT's manufacturing processes upon DT's written consent.
2.5 Process or Design Changes.
2.5.1 By DT. DT may change Product design, Product specification or Product manufacturing process requirements at any time upon thirty (30) days written notice to MYT, and MYT agrees to implement each such change on a reasonable, timely basis. If either Party believes that any such change significantly affects manufacturing equipment requirements, the manufacturing processing fee, the Product price, or the delivery or quality performance of a Product, then that Party will prepare and deliver to the other Party a written analysis of such impact. No change will be implemented until MYT and DT have discussed the proposed change, (including where applicable, such written analysis). If any change required by DT hereunder results in agreed upon documented increased costs to MYT, then MYT will be able to recover such costs through increased depreciation charges (over a five (5) year period) to the price of the related Finished Product, or by some other means agreed upon by DT and MYT; provided, however, that if any such change results in a decrease in the manufacturing cost of the related Finished Products, then DT and MYT shall share such decrease equally. No change in the manufacturing processing fee or Product price will be made as a result of such DT change, unless agreed to by DT and MYT after completion of such review. The provisions of this paragraph shall be subject to the provisions of paragraph 2.5.3 of this Agreement.
2.5.2 By MYT. If MYT wishes to change a manufacturing process in Nagano, then MYT will discuss such proposed change with DT and request its approval. If DT approves the change, then DT's responsibility for the process will include such modification. If either Party believes that any change to the manufacturing process proposed by MYT significantly affects the manufacturing processing fee, the Product price, or the delivery or quality performance of a Product, then that Party will prepare and deliver to the other Party a written analysis of such impact. No change will be implemented until MYT and DT have discussed the proposed change (including, where applicable, such written analysis). No change in the manufacturing processing fee or Product price will be made as a result of such DT change, unless agreed to by DT and MYT after completion of such review. If any change recommended by MYT and accepted by DT hereunder results in agreed upon documented increased costs to MYT, then MYT will be able to recover such costs through increased depreciation charges (over a five (5) year period) to the price of related Finished Product, or by some other means agreed upon by DT and MYT; provided, however, that
3
if any such change results in a decrease in the manufacturing cost of related Finished Products, then DT and MYT shall share such decrease equally. The provisions of this paragraph shall be subject to the provisions of paragraph 2.5.3 of this Agreement.
2.5.3 Emergencies. In the case where an emergency change to a manufacturing process needs to be made, whether in Longmont or in Nagano, the Parties will confer and use their best efforts to complete the change within seven (7) days of the discovery of the need.
2.6 MYT Responsibility for Manufacture of Products. MYT agrees that, subject to the terms and conditions hereof, and purchase orders issued by or on behalf of DT, it will manufacture all Product in accordance with the applicable Product design, will meet all Product specifications contained in Schedule 2.3 attached hereto, and will act in accordance with the process procedures contained in Schedule 2.4 attached hereto.
3.1 Applications. DT agrees to sell Finished Product to Miyota for camcorder viewfinder, wristwatch-type information terminals, and professional TV broadcast camera viewfinder applications ("Private Label Products" or "PLPs"). Subject to the prior written agreement of Nissho Electronics Co. ("Nissho"), DT's exclusive distributor of Products in Japan, DT agrees that it will sell Finished Product only to MYT in Japan for such PLPs. If Nissho consents to MYT's exclusivity for PLPs, then MYT will agree to make minimum annual purchases of Finished Products for such PLPs to maintain such exclusivity, which minimum requirements shall be set forth in Schedule 3.1, Minimum Annual Volume Requirements for PLP Exclusivity hereto.
3.2 Product Forecasts. MYT agrees to provide nine (9) month rolling forecasts of its projected sales of Private Label Products to DT to enable DT to provide MYT with a similar nine (9) month forecast of its manufacturing needs. Orders for PLPs will be processed in accordance with the ordering process for other Products as described below.
3.3 Price of Private Label Products. The price for the Finished Products for PLPs sold by DT to MYT will be determined in accordance with a formula which will take into account such factors as the volume of Finished Products ordered for PLP's, the price charged by MYT to DT for manufacturing such Finished Products, commissions DT may have to pay to Nissho regarding such Finished Products, patent license royalties DT must pay on sale of such Finished Products, and taxes and import duties DT may have to pay in regard to such Finished Products. Such formula will be included in a schedule which is attached to this Agreement as Schedule 3.2, Pricing Formula for Finished Products for Private Label Products.
3.4 Capacity Constraints. MYT acknowledges and agrees that in the event its capacity to manufacture Products becomes constrained, with the result that MYT cannot fill all of DT's Product orders: 1) up to forty percent (40%) of its available manufacturing capacity must be used to manufacture Products ordered by or on behalf of DT for delivery to or for the account or upon the designation of Hewlett-Packard Company, and 2) DT may otherwise allocate the remaining MYT manufacturing capacity among DT's other customers, including MYT, in any manner determined solely in the discretion of DT.
4. INSTALLATION OF MANUFACTURING FACILITIES.
4.1 Timetable. DT and MYT agree to collaborate fully and to use their best efforts to cause the installation of complete manufacturing facilities for the Products in DT's existing plant in Longmont, Colorado, and in MYT's existing plant in Nagano Prefecture, Japan in accordance with the timetable attached hereto as Schedule 4.1, Timeline for Installation of Manufacturing Facilities, and as described below.
4
4.2 DT's Longmont Plant. DT agrees that during the period from January 1999 through April 1999 it will design, install, debug and Qualify FOL, MOL and EOL manufacturing processes at its plant in Longmont, Colorado. MYT agrees to undertake reasonable efforts, under the circumstances, at its expense, to work with DT in designing, installing, debugging and Qualifying the FOL, MOL and EOL manufacturing processes in Longmont. It is expected that MYT's work and assistance to DT in designing and installing the Longmont FOL, MOL and EOL manufacturing processes will provide MYT with valuable information and experience in regard to designing FOL, MOL and EOL manufacturing processes in Nagano, Japan. The goal for DT's Longmont manufacturing facility is for a Manual, dependable, and stable manufacturing process. The Parties acknowledge that the Longmont FOL, MOL and EOL manufacturing processes may not have high Yield Rates, and that such processes may not be replicated at MYT's manufacturing facility in Nagano, Japan.
4.3 Cost of Longmont Plant. DT shall bear the entire cost of the equipment, tooling and materials used for the installation and operation of the FOL, MOL and EOL manufacturing processes at its Longmont plant. DT shall own all such equipment, materials and tooling, as well as the design of the manufacturing process. DT will be responsible for the cost of operation of its Longmont facility.
4.4 Operation of Longmont Plant. The target date for completing Qualification and beginning full scale operation of the Longmont FOL, MOL and EOL manufacturing processes is May 1, 1999. It is expected that by such date DT will begin full scale production of Semi-Finished Products. The Semi-Finished Products will be shipped to MYT's plant in Nagano for EOL processing, as described below. DT will be responsible for Yield and quality of the Semi-Finished Products assembled at its Longmont plant.
4.5 MYT's EOL Manufacturing Process in Nagano. MYT agrees that during the period of January through April 1999 it will design, install, and debug an EOL manufacturing process for Products at its existing facility in Nagano, Japan, which has an initial capacity as set forth in Section 4.6. DT agrees to work with MYT in designing, installing, debugging, and Qualifying MYT's EOL manufacturing processes in Nagano, and the expenses incurred by DT in Nagano shall be borne solely by DT.
4.6 Capacity of EOL Manufacturing Processes. The initial capacity of the manufacturing line for the EOL manufacturing process will be determined prior to ordering long lead time equipment for the EOL process, and shall be based on the highest monthly total in DT's initial nine (9) month Product demand forecast as provided in Section 5.3 below, plus twenty percent (20%).
4.7 Cost of Nagano EOL Manufacturing Process. MYT shall bear the entire cost of the equipment, tooling and materials used for the installation of the EOL manufacturing process for Products at its Nagano plant. MYT shall own all such equipment, materials and tooling. MYT will be responsible for all costs of operation of its EOL manufacturing process at its Nagano facility.
4.8 Qualification and Operation of Nagano EOL Manufacturing Processes. The target date for having MYT's EOL manufacturing process capable of initial production is May 1, 1999. Completion of Qualification and full scale production of MYT's EOL manufacturing process is expected to be no later than July 1, 1999. MYT will notify DT of the time MYT believes the EOL manufacturing process is ready for Qualification, and DT, after receipt of such notice, will conduct an inspection of the manufacturing line as a condition to Qualification. MYT will be responsible for compliance with the standards set forth in this Agreement with respect to the Yield and quality of the Finished Products it produces from its EOL manufacturing process.
4.9 MYT's FOL and MOL Manufacturing Processes in Nagano. MYT agrees that during the period of January through July 1, 1999, based in part on its experience working with DT to design and install a manufacturing line at Longmont for FOL and MOL manufacturing processes, it will work with DT to design a manufacturing line for FOL and MOL manufacturing processes at MYT's plant in
5
Nagano, Japan. Such manufacturing line will be based in part on the technology and know-how developed by DT with MYT's help for the Longmont FOL and MOL manufacturing processes. Beginning February 1, 1999 MYT agrees to discuss with DT at least monthly MYT's assessment of the design and operation of the FOL and MOL manufacturing processes to be installed at DT's Longmont facility in relation to use of the same or a similar design at MYT's facility in Nagano. By July 1, 1999 MYT agrees to make a decision as to whether or not to order long lead time equipment for the Nagano FOL manufacturing process based on MYT's and DT's assessment of the Longmont FOL process. In assessing the Longmont FOL process MYT and DT will take into consideration the stability of the process as related to current Yield, and the stability of the process as related to the trend in Yields. If MYT and DT agree that the Longmont FOL process is not yet stable enough to predict commercially viable Yields, and that more work is needed on the Longmont FOL process, then they agree to use their best efforts until August 31, 1999 to improve such process. If, on August 31, 1999, the Parties cannot agree that the Longmont FOL process is stable enough to predict commercially viable Yields, and MYT decides not to order long lead time equipment for its Nagano plant, then either Party may terminate this Agreement as it relates to MYT performing FOL and MOL manufacturing processes for DT in Nagano, by giving the other Party thirty (30) days written notice of such termination. If either Party gives such notice of termination, then MYT agrees that it will continue to perform EOL manufacturing services for DT's Products in Nagano; provided, however, because DT would have to seek another manufacturer to perform MYT's FOL and MOL operations, DT's obligations hereunder related to using MYT exclusively to manufacture Products, and its obligation to sell Private Label Products exclusively to MYT, shall also be terminated. If the Parties agree that MYT should order the long lead time equipment for the FOL Manufacturing process in Nagano, then during the period October 1, 1999 through March 1, 2000 MYT agrees to complete installation of and debug its manufacturing line for FOL and MOL manufacturing processes, and to complete Qualification of such line by March 31, 2000, with full scale production beginning April 1, 2000. MYT will notify DT of the date MYT believes the FOL and MOL manufacturing processes are ready for Qualification, and DT, after receipt of such notice, will conduct an inspection of the manufacturing line as a condition to Qualification. MYT will have responsibility for compliance with the standards set forth in this Agreement with respect to Yield and quality of Products produced at its Nagano facility.
4.10 Capacity of FOL and MOL Manufacturing Processes. The initial capacity of the manufacturing line for the FOL and MOL manufacturing process will be determined prior to ordering long lead time equipment for the FOL and MOL manufacturing processes, and shall be based on the highest monthly total of DT's most recent (prior to the order time) nine (9) month Product demand forecast as provided in Section 6.2 below, plus twenty percent (20%).
4.11 Changes to Capacity. If, as a result of DT's Product demand forecasts and purchase orders, DT and MYT, after discussion, agree that the manufacturing line at Nagano, or any part thereof, should be changed to increase its capacity, then DT will give MYT written notice that the change needs to be made, and MYT will make the change within six (6) months of the date of the written notice by adding capital equipment at its expense. If DT's Product demand forecasts indicate that DT's Product demand will exceed the capacity of the manufacturing line at Nagano, but that such forecasts will not require the addition of capital equipment, DT and MYT will discuss alternative methods of meeting capacity demand, such as 1) increasing workers' hours (overtime), 2) adding workers, 3) adding shifts, or 4) streamlining the manufacturing process. After discussion, the Parties will agree (and each Party agrees not to unreasonably withhold its agreement) on which alternative or alternatives should be undertaken, and MYT will thereafter use its best efforts to implement such alternative(s) as quickly as possible, but in no event longer than one (1) month for alternative 1), and two (2) months for alternatives 2) through 4) after the date of agreement of the Parties.
6
5. INITIAL MANUFACTURING SERVICES.
5.1 EOL Manufacturing Services at MYT's Nagano Plant. The initial manufacturing services performed by MYT for DT will consist of EOL processing in Nagano of Semi-Finished Products supplied by DT from its Longmont plant. MYT will perform such EOL processing in order to produce Finished Products for delivery to DT or, at DT's direction, to its customers.
5.2.1 Forecasts. As soon as reasonably possible after execution of this Agreement by the Parties, and to the extent it is able to do so, DT will furnish to MYT a written, non-binding forecast of the quantity and type of each Product DT expects to sell to its customers over the next nine (9) months. This forecast will be updated monthly thereafter on or before the fifth day of such month. After DT and MYT have established the Product ordering procedures in accordance with Section 5.2.2 below, and at a time in 1999 to be determined by the Parties, DT will issue an irrevocable purchase order to MYT for Product listed in the forecast in accordance with the Product ordering procedures agreed upon by the Parties..
5.2.2 Orders. The Parties agree to cooperate and work diligently to establish ordering procedures for the Products manufactured hereunder, which procedures shall be set forth in a schedule which is attached hereto as Schedule 5.2, Product Ordering Procedures. The Parties anticipate there may be distinct ordering procedures for the three separate manufacturing phases provided for hereunder: (i) where DT performs FOL and MOL manufacturing processing in Longmont and MYT performs EOL manufacturing processing in Nagano, (ii) where MYT has Qualified its FOL and MOL manufacturing processes in Nagano, but DT supplies Semi Finished Products and/or materials and component parts to MYT from it Longmont plant, and (iii) where MYT purchases materials and component parts directly from suppliers. Such procedures shall be based on and coordinated with DT's and MYT's contract obligations to its materials and component parts suppliers, the lead times for such materials and component parts, and the lead time requirements of DT's customers. Product orders will also be based on the forecasts set forth in Section 5.2.1 above, and the Parties expect that such orders will be made on a weekly basis. Each Party agrees to keep each other informed of the status of its orders for materials and component parts for the Products, particularly orders for silicon wafers. All suppliers to MYT must be approved in advance in writing by DT. Any purchase order issued in accordance with the Product ordering procedures will state lead times for the Product type, quantity, delivery date or dates, delivery instructions and price per unit of the Finished Product ordered. Notwithstanding Section 5.3 following, MYT will be bound by the provisions of the purchase order issued by DT, regardless of whether MYT acknowledges or otherwise signs the purchase order, unless MYT reasonably objects to such provision in writing.
5.3 Acceptance and Acknowledgement. MYT will accept each purchase order issued by DT within seven (7) days of issuance (unless such purchase order exceeds by more than twenty five percent (25%) the number of units of the covered Product as set forth in the forecast for the applicable time period), and will acknowledge in writing the receipt and acceptance of each such purchase order, and will confirm delivery dates for quantities of Finished products that are the subject of the purchase order. If the quantity of Product ordered for any month exceeds the forecasted number of units for that Product for such month by more than twenty five percent (25%), then the Parties agree to discuss supply of such excess number of units. In any event, MYT will acknowledge and accept DT's purchase order for the maximum quantity of Product authorized, that is, one hundred twenty five percent (125%) of the forecasted amount. In the event of any discrepancy between (1) the provisions set forth in this Agreement and (2) any purchase order, purchase order confirmation or acknowledgement, invoice, or other communication between the Parties relating to a purchase order, the provisions of this Agreement shall prevail.
7
5.4 Supply of Semi-Finished Product by DT. DT agrees to timely supply sufficient quantities and types of Semi-Finished Products to MYT to enable MYT to process and timely deliver the quantities and types of Finished Products ordered by DT. A complete list of the materials and component parts for each type of Semi-Finished Product that is necessary for the assembly of Finished Products ordered by DT is or will be set forth in a schedule which is attached hereto as Schedule 5.4, Materials and Component Parts. The Semi-Finished Products shall be processed, inspected and electrically tested at DT's Longmont factory before being shipped to MYT.
5.5 Cost of Semi-Finished Products. DT shall not charge MYT for the Semi-Finished Products shipped for EOL processing by MYT. DT shall be responsible for all costs related to shipping the Semi-Finished Products to MYT's Nagano plant, including shipping, insurance, and any import or export duties applicable to shipment of the Semi-Finished Products to MYT. MYT agrees to notify DT of any necessary taxes, and import or export duties which are applicable to shipment of the Semi-Finished Products to MYT.
5.6 Other Terms. All other terms related to full scale manufacturing services, as set forth below, shall apply to the initial EOL manufacturing services provided by MYT under this Article 5.
6. FULL SCALE MANUFACTURING SERVICES
6.1 FOL, MOL and EOL Manufacturing Services at MYT's Nagano Plant. After MYT has installed, debugged and Qualified a manufacturing line for FOL and MOL manufacturing processes in Nagano, MYT will perform substantially all of DT's high volume manufacturing of Products, and will do so from its plant in Nagano, including FOL, MOL and EOL.
6.2 Forecasts, Orders Acceptance and Acknowledgement. The procedures for forecasts, orders, acceptance and acknowledgement established and contained in Sections 5.2 and 5.3 above shall apply to and be continued with respect to MYT's full scale manufacturing operations.
6.3.1 Rapid Increase in Product Demand. In the event that DT's Product forecasts and orders increase by one hundred percent (100%) or more within any six (6) month period, the Parties agree to meet to discuss courses of action to accommodate such increase. The Parties will consider and agree (and each Party will not unreasonably withhold its agreement) on any of those actions described in Section 4.11 hereof.
6.3.2 Rapid Decreases in Product Demand. In the event that DT's Product forecasts and orders over any six month period indicate that the actual or projected purchases of Product by DT will fall below the agreed upon minimum Product purchase, as set forth in Section 9.1 hereof, then the Parties will meet to discuss and agree (and each Party will not unreasonably withhold its agreement) upon a course of action to remedy shortfalls in purchase, including, but not limited to, increasing Product sales or orders by DT, or increasing the per unit price of Product, in order to amortize on schedule the cost of the manufacturing equipment installed by MYT for the DT manufacturing line
8
6.4 Supply and Purchase of Semi-Finished Product for Full Scale Manufacturing. After MYT's manufacturing line for FOL, MOL and EOL is Qualified for full scale production, DT agrees to supply MYT with Semi-Finished Products and the materials and component parts listed in Schedule 5.4, free of charge, for a period of three (3) months from the date of Qualification, and to enable MYT to produce Finished Products to meet DT's orders. After such initial three (3) month period, DT agrees to supply the materials and component parts listed in Schedule 5.4 to MYT free of charge for an additional three (3) month period. Thereafter, except for the supply of FLCs from DT, MYT shall purchase all materials and parts necessary to produce Finished Products directly from the vendors and suppliers of such materials and parts. DT agrees to supply FLC materials to MYT free of charge during the term of this Agreement and any renewal period thereof for the Production of Finished products to DT. DT agrees that after the three (3) month period for supplying Semi-Finished Products to MYT as stated above, it will restrict the capacity of its Longmont plant to twenty (20) wafers per day per shift.
6.5 Finished Products. All Finished Products produced by MYT will conform to the Product specifications for the Products ordered, as set forth in Schedule 2.3, Product Description, and the warranties, and quality standards agreed upon by the Parties for the Finished Products ordered, as set forth herein.
6.6 Final Quality Control Inspection and Testing of Finished Products. MYT agrees to conduct final quality control inspection and testing of all Finished Products in accordance with testing and acceptance criteria listed on Schedule 6.6, Quality and Acceptance Tests, attached hereto, before releasing them to DT or DT's customers.
6.7 Delivery. MYT agrees to deliver the quantities of Finished Product ordered to DT or its customers, as may be designated by DT, on the delivery dates specified in the purchase order. MYT will strive for one hundred percent (100%) on time delivery of the Finished Products, defined as receipt of the Finished Products by DT specified carrier on or before the delivery date specified in the purchase order. MYT agrees to promptly notify DT in the event delivery of the Finished Products is delayed for any reason, and to use its best efforts to correct such delay
6.8 Shipment Terms, Title and Risk of Loss. The Finished Products shall be shipped from MYT's Nagano plant FOB Nagano (as defined in the 1990 INCO Terms, except that the term is not limited to sea or inland waterway transport). Title and risk of loss for a Finished Product passes to DT when MYT delivers the Finished Product to the carrier for shipment to DT or its designated customer. If DT's customer for Finished Products is MYT, then title and risk of loss for a Finished Product passes first to DT upon completion of the manufacturing processes for such Product, then to MYT upon receipt by DT of written notice of completion of the Product by MYT.
6.9 Warranty. MYT warrants to DT that each Finished Product shall be manufactured in accordance with the provisions of Section 2.6 hereof, and shall be free from defects in workmanship and materials for a period of one (1) year from the date of delivery to DT or its designated customer, and will be free and clear of all liens, encumbrances, and other claims against title at the time of delivery. The foregoing warranty shall not apply to (i) DT consigned or supplied materials and Semi-Finished Products, (ii) any Finished Product that is abused, damaged, altered or misused by DT, any DT customer, or any carrier into whose possession the Finished Product has been delivered.
6.10 Non-Conforming Finished Products. DT's remedy for any breach of the Warranty set forth in Section 6.9 shall be, at DT's election, repair or replacement of the Finished product by MYT, or refund of the price paid for the such non-conforming Finished Product.
6.11 Quality. MYT shall maintain an acceptable documented quality system (such as an ISO 9002 certified quality program or equivalent) at its Nagano plant. MYT shall make available for DT
9
review, quality programs and supporting documentation. MYT programs shall include, but not be limited to, processes, and implementing and corrective action.
7.1 Price. The price payable by DT to MYT for manufacture of the Products shall be denominated in U.S. dollars and calculated in accordance with a formula to be determined and agreed to by the Parties (which agreement shall not be unreasonably withheld by either Party) and shall be set forth in a schedule attached hereto as Schedule 7.1, Price. The formula shall take into consideration the labor costs of MYT to manufacture the Products, the cost and depreciation (over a five (5) year period, based on the minimum order quantity set forth below) of the equipment purchased to manufacture the Products, facilities cost, tooling, materials purchased by MYT for inclusion in the Product, Yield and profit. Upon the request of either Party, the Price for any given Product or Finished Product shall be reviewed at six (6) month intervals or on any written notice of at least one hundred eighty (180) days.
7.2 Payment. Payment by DT to MYT for Finished Products shall be due upon receipt of payment by DT for the Finished Products from its customers, but in no event more than thirty (30) days after DT's receipt of such Finished Products (in accordance with the terms of this Agreement, such receipt being deemed to have occurred when such Finished Products are receipted by DT, its customer or such other person as shall be designated as the proper recipient thereof in connection with the purchase order pursuant to which such Finished Products were manufactured), and shall be calculated in accordance with the applicable provisions of this Agreement (taking into account all adjustments effected pursuant to any provision of this Agreement, including, but not limited to, any of the provisions of Section 8 hereof) and shall be made in U.S. dollars by an acceptable letter of credit established two (2) weeks prior to date of delivery with a bank reasonably satisfactory to MYT. Such letter of credit shall remain open until drawn on by MYT. If the yen/US dollar exchange rate fluctuates at a rate equal to or less than ten percent over any successive six (6) month period during this Agreement, then the payments due under this Agreement for such period shall be made based on the average exchange rate over such six (6) month period. If the exchange rate fluctuates more than ten percent (10%) over any successive six (6) month period during this Agreement, then the Parties agree to renegotiate the exchange rate and shall agree to the exchange rate to be used for payments under this Agreement, which agreement shall not be unreasonably withheld by either Party.
8.1 Yield of MYT EOL Manufacturing Process. MYT will price the Finished Product on which it performs EOL processing based on Yield Rates of ninety percent (90%). The agreed upon price for such Finished Products will be firm unless Yield Rates fall below eighty percent (80%). In such event, the Parties will meet to determine the cause of the decrease in Yield, and depending on such cause, the price may be changed by agreement of the Parties, which agreement shall not be unreasonably withheld by either Party. The provisions of this Section 8.1 shall become void and of no further force or effect at the time MYT's manufacturing line for FOL and MOL manufacturing processes is Qualified.
8.2 Yield as a Factor in Pricing Full Scale Manufacturing Product. The Parties recognize that Yield Rates could impact the cost of manufacturing Finished Products, and each agrees to discuss the effects of Yield in regard to pricing Finished Products. To the extent reasonable, each of the Parties agrees to take Yield into consideration in the pricing formula established in Schedule 7.1.
8.3 Yield Rates Information Exchange and Meetings. Each of the Parties agrees to have an open exchange of information regarding Yield, and agrees to meet with the other Party, at least monthly, by telephone conference call or otherwise to discuss Yield. MYT agrees to provide information regarding Yield Rates daily to DT by electronic means.
10
9.1 Minimum Commitment. During the period from July 1, 1999 to June 30, 2001 DT commits to purchase a minimum of three hundred fifty thousand (350,000) units of QVGA Products, or any Products which have a higher list price than QVGA Products manufactured by MYT.
10.1 DT. DT agrees that with the exception of manufacturing Product on its own manufacturing line at Longmont, Colorado, in accordance with the terms of this Agreement, DT will not manufacture or have a third party manufacture Products during the term of this Agreement or any renewal thereof, unless MYT fails to install a manufacturing line for FOL and MOL manufacturing processes in Nagano, as described in Section 4.9 above, and unless MYT experiences a problem at its Nagano plant so that MYT fails to meet DT's Product volume, price and quality requirements as set forth herein, and fails to cure such problem within a reasonable period of time.
10.2 MYT. MYT agrees that it will use the manufacturing equipment it installs in Nagano to manufacture Products in accordance with this Agreement only for the manufacture of Products and Finished Products, and no others.
11.1 Intellectual Property Rights. The term "Intellectual Property Rights" shall mean:
a) Rights in all U.S., Japanese, and foreign letters patent, applications for letters patent (including any reissue, re-examination, division, continuation, continuation-in-part or provisional applications), patents of addition, invention certificates, industrial designs, industrial models, and utility models;
b) Rights in copyrights, rights of authorship, or any other literary property rights;
c) Rights under the Semiconductor protection Act or equivalent U.S., Japanese or foreign law;
d) Rights in trade secrets and know-how, including any equivalent rights that arise under common law, state law, federal law and the laws of Japan and foreign countries, whether or not patentable, copyrightable, protectable by trademark or protectable under the Semiconductor Protection Act or equivalent U.S., Japanese or foreign protection.
11.2 Ownership of Intellectual Property Rights. MYT agrees that all Intellectual Property Rights that are applicable to or used in connection with the FOL, MOL and EOL manufacturing processes used or available to manufacture Products or Finished Products, in whole or part, whether in Longmont, Colorado, or Nagano, Japan, and whether currently in existence or coming into being in the future ("DT IP Rights"), are and shall be owned by DT, either solely, or jointly with MYT, if developed by MYT.
11.3 Use of Intellectual Property Rights. Except as provided below in this Section 11.3, MYT agrees that it will use DT IP Rights only to manufacture Products or Finished Products for or upon the order or on behalf of DT. MYT further agrees that it will not, at any time, whether during the term of this Agreement or any renewal thereof, or afterwards, use DT IP Rights to manufacture products which are competitive with Products or Finished Products or any other DT product or part. DT agrees that if MYT develops any Intellectual Property Right which is used in DT's FOL, MOL or EOL manufacturing processes, whether in Longmont, Colorado, or Nagano, Japan, MYT may use such Intellectual Property Right in its other manufacturing lines to manufacture other products, so long as such other products are not competitive with any DT products, Product or Finished Product.
11
11.4 Manufacturing Equipment. If MYT owns or develops any Intellectual Property Right which is used to make any piece of equipment that is used in the FOL, MOL and EOL manufacturing processes, whether in Longmont, Colorado, or Nagano, Japan, MYT agrees that it will not refuse to build or sell such piece of equipment to DT if DT requests to purchase it or have it purchased. DT agrees that MYT may use such piece of equipment in other manufacturing lines for other products, so long as such other products are not competitive to DT's products, Products or Finished Products.
12. CONFIDENTIALITY.
12.1 Confidential Information. During the term and in the course of performing this Agreement each Party may disclose information to the other concerning its business, technology, products, manufacturing, marketing, sales, and financial operations which is proprietary and confidential to that Party (the "Discloser" or "Disclosing Party"). Such information may be disclosed in writing, orally or visually to the other Party (the "Recipient"). All information which is marked confidential, if it is disclosed in writing or tangible form, or is designated as confidential at the time it is disclosed visually or orally and is thereafter identified and summarized in a written memorandum which is delivered to the Recipient within thirty days of the date of the disclosure, shall be considered "Confidential Information" of the Disclosing Party. "Confidential Information" shall not include information which:
(a) was known by the Recipient prior to receipt from Discloser;
(b) is or becomes a matter of public knowledge or known in the trade through no fault of Recipient;
(c) is rightfully received by Recipient from a third party without a duty of confidentiality to the third party;
(d) is independently developed by or for Recipient by individuals not having knowledge of or access to Confidential Information;
(e) is required to be disclosed by operation of law; or
(d) is disclosed by Recipient with Discloser's prior written permission.
12.2 Maintaining Confidence. Recipient agrees that it will not disclose Confidential Information to any third party without the Discloser's prior written consent. Recipient shall use Confidential Information only for the purpose of performing its obligations under this Agreement. Recipient shall preserve and protect the confidentiality of the Confidential Information using the same degree of care, which shall be not less than a reasonable degree of care, which it uses to protect its own Confidential Information.
12.3 Employees. Each Party represents and warrants to the other that all of its employees who perform work under this Agreement will protect the confidentiality of the other Party's Confidential Information with the same degree of care that they protect their own employer's Confidential Information, and will use the Confidential Information only for the purpose of performing this Agreement.
12.4 Period of Confidentiality. The obligation to protect Confidential Information shall continue for a period of three years after expiration or termination of this Agreement. Upon expiration or termination of this Agreement, the provisions of this Article 12 shall survive and remain in full force.
12.5 Confidential Disclosure Agreement Dated June 15, 1998. The Parties acknowledge and agree that upon execution hereof, this Agreement shall supersede that certain Confidential Disclosure Agreement ("CDA") between them dated June 15, 1998, and that all Confidential Information disclosed under said CDA shall be treated as Confidential Information under this Agreement.
12
13. REPRESENTATIONS.
13.1 Representations of DT. DT represents to MYT as follows:
13.1.1 Authority; Binding Effect. DT represents that it is a corporation duly organized and existing under the laws of the State of Colorado in the U.S.A.; that it has the corporate power and authority to execute, deliver, and perform this Agreement and the transactions contemplated hereby and the execution and delivery of this Agreement have been duly authorized by DT; the execution, delivery, and performance of this Agreement and the consummation of the transactions contemplated hereby do not and will not violate or conflict with any provision of DT's Certificate of Incorporation or Bylaws or, to the best knowledge of the individuals signing this Agreement, any agreement, instrument, law or regulation to which DT is a party or by which DT is bound; no governmental or other approval or authorization of this Agreement or the acts or transactions contemplated hereby is required by law or otherwise in order to make this Agreement binding upon DT; and this Agreement, and all other instruments required hereby to be executed and delivered to MYT by DT are, or when delivered to MYT in accordance herewith, will be, legal, valid and binding instruments of DT enforceable in accordance with its terms.
13.1.2 Patents and Trademarks. (a) DT owns all patents, rights to patents, patent applications, trademarks and trade names necessary for it to satisfy the conditions of its performance hereunder (the "Patents and Trademarks") in Japan and any other country to which MYT exports the Product on behalf of DT; (b) the issued Patents and Trademarks are subsisting and have not been adjudged invalid or unenforceable, in whole or in part, and there is no litigation or proceeding pending concerning the validity or enforceability of the issued Patents and Trademarks; (c) to the best of DT's knowledge, each of the issued Patents and Trademarks is valid and enforceable; (d) to the best of DT's knowledge, there is no infringement by others of the issued Patents and Trademarks; and (e) no claim has been made that the use of any of the Patents and Trademarks does or may violate the rights of any third person, and to the best of DT's knowledge the use of the Patents and Trademarks does not infringe upon the patent or trademark rights of any third party.
13.2 Representations of MYT. MYT represents to DT as follows:
13.2.1 Authority; Binding Effect. MYT represents that it is a corporation duly organized and existing under the laws of Japan, that it has the corporate power and authority to execute, deliver, and perform this Agreement and the transactions contemplated hereby and the execution and delivery of this Agreement have been duly authorized by MYT; the execution, delivery, and performance of this Agreement and the consummation of the transactions contemplated hereby do not and will not violate or conflict with any provision of MYT's Certificate of Incorporation or Bylaws or, to the best knowledge of the individuals signing this Agreement, any agreement, instrument, law or regulation to which MYT is a party or by which MYT is bound; no governmental or other approval or authorization of this Agreement or the acts or transactions contemplated hereby is required by law or otherwise in order to make this Agreement binding upon MYT; and this Agreement, and all other instruments required hereby to be executed and delivered to DT by MYT are, or when delivered to DT in accordance herewith, will be, legal, valid and binding instruments of MYT enforceable in accordance with its terms.
13.2.2 Patents and Trademarks. (a) MYT owns all patents, rights to patents, patent applications, trademarks and trade names necessary for it to satisfy the conditions of its performance hereunder (the "Patents and Trademarks"); (b) the issued Patents and Trademarks are subsisting and have not been adjudged invalid or unenforceable, in whole or in part, and there is no litigation or proceeding pending concerning the validity or enforceability of the issued Patents and Trademarks; (c) to the best of MYT's knowledge, each of the issued Patents and Trademarks is valid and enforceable; (d) to the best of MYT's knowledge, there is no infringement by others of
13
the issued Patents and Trademarks; and (e) no claim has been made that the use of any of the Patents and Trademarks does or may violate the rights of any third person, and to the best of MYT's knowledge the use of the Patents and Trademarks does not infringe upon the patent or trademark rights of any third party.
14. INDEMNIFICATION.
14.1 DT Indemnification of MYT. DT shall indemnify and hold harmless MYT and its officers, directors, shareholders, agents, and employees (collectively "MYT") from and against any and all liability, damage, loss, cost, or expense (including reasonable attorneys' fees and disbursements) resulting from any third party claim made, investigation, product recall, or legal proceeding (individually and collectively, a "Proceeding") brought against MYT or to which MYT is subject to the extent such Proceeding arises or is alleged to arise as a result of (i) DT's negligence or willful misconduct; (ii) DT's breach of any of its representations or warranties set forth herein; (iii) DT's material breach of any of the other terms of this Agreement, or (iv) is otherwise caused by or arises or is alleged to arise out of the DT's Product design or specification. Upon being notified of any such Proceeding, MYT shall promptly notify DT in writing thereof and shall permit DT, at the sole cost and expense to DT, to defend and control the defense of such Proceeding. MYT shall have the right to participate in the defense of such Proceeding at its own expense to the extent MYT's interest may be affected in such Proceeding.
14.2 Indemnification by MYT. MYT shall indemnify and hold harmless DT and its officers, directors, shareholders, agents, employees (collectively, "DT") from and against any and all liability, damage, loss, cost, or expense (including reasonable attorneys' fees and disbursements) resulting from any third party claim made, investigation, product recall, or legal proceeding (individually and collectively, a "Proceeding") brought against DT or to which DT is subject to the extent such Proceeding arises or is alleged to arise as a result of (i) MYT's negligence or willful misconduct; (ii) MYT's breach of any of its representations or warranties set forth herein; or (iii) MYT's material breach of any of the other terms of this Agreement. Upon being notified of any such claim, investigation or legal proceeding, DT shall promptly notify MYT in writing thereof and shall permit MYT at its sole cost and expense to defend and control the defense of such claim or legal proceeding. DT shall have the right to participate in the defense of such claim or legal proceeding at its own expense to the extent that DT's interests may be affected in such Proceeding.
15. TERM.
15.1 Initial Term and Renewal. The initial term of this Agreement is five (5) years. The Agreement will automatically renew for an indefinite period thereafter, unless either Party provides written notice to the other Party of its intention not to renew the Agreement at least eighteen (18) months prior to the expiration date of the initial term of the Agreement. During the renewal term of the Agreement, either of the Parties will have the right to terminate the Agreement by providing written notice to the other Party eighteen (18) months prior to the date of termination.
16. TERMINATION.
16.1 Termination by Non-Breaching Party. This Agreement may be terminated by a Party in the event the other Party breaches a material term or condition of the Agreement. Except for a breach of a Party's Intellectual Property Rights, in order to terminate the Agreement for breach, a Party must first give written notice of the breach to the other Party, describing the breach in detail, and request that executives of both Parties meet or confer by telephone conference to resolve the breach amicably. If the Parties cannot resolve the breach in this manner within thirty (30) days of the written notice, then a Party can request that the matter be resolved by mediation, to be held in Hawaii, USA at the East/West Center at the University of Hawaii. If the Parties cannot resolve the breach by mediation within
14
thirty days of the date mediation is requested, then a Party may request that the matter be resolved by arbitration to be held in Colorado pursuant to the rules of the American Arbitration Association. If the arbitrator rules that the Agreement has been breached, then the Agreement shall be terminated twelve (12) months after the date of the arbitrator's ruling. During such twelve (12) month period the Parties shall continue to perform their obligations under the Agreement in good faith.
16.2 Termination for Breach of Intellectual Property Rights. A Party may immediately seek injunctive relief in the U.S. District Court for the District of Colorado against the other Party for breach of the first Party's Intellectual Property Rights, and each Party hereby agrees to the jurisdiction, and to be subject to the process, of such Court.
16.3 Effect of Termination. In the event that this Agreement is terminated in accordance with the provisions of this Article 16, then upon such termination date, or within a reasonable period of time thereafter, DT agrees to purchase and take delivery of, and MYT agrees to sell and deliver to DT or as directed by DT all capital equipment and tooling it has purchased for use in or in connection with MYT's manufacturing line in Nagano for production of Products which (i) is custom made by MYT for use with FLC devices, or (ii) directly handles FLC materials (both of which classifications are hereinafter referred to as "Buyout Equipment and Tooling"). After receiving delivery of the Buyout Equipment and Tooling DT agrees to pay MYT the price therefor, which is that part of the original cost of the Buyout Equipment and Tooling that remains undepreciated (as the term "depreciation" is used in Section 7.1 hereof) at the time of termination. The Parties agree that they will jointly classify all equipment and tooling purchased for use in MYT's manufacturing line in Nagano for Products at the time it is purchased as either Buyout Equipment and Tooling or general purpose equipment and tooling ("General Purpose Equipment and Tooling"), with respect to which DT has no buyout obligation.
17. GENERAL TERMS.
17.1 Governing Law. This Agreement shall be governed by and construed and interpreted in accordance with the laws of the United States and the State of Colorado without giving effect to the principles of choice of law of such state.
17.2 Headings. The headings of the Articles, Sections and paragraphs of this Agreement are intended solely for convenience and shall not be deemed to constitute part of this Agreement or to affect the construction or interpretation hereof.
17.3 Severability. In the event that a court of competent jurisdiction holds that particular provisions or requirements of this Agreement are in violation of any law of the United States or any state thereof, such provisions or requirements shall not be enforced except to the extent they are not in violation of any such law, and all other provisions and requirements of this Agreement shall remain in full force and effect.
17.4 Force Majeure. Any delay in the performance of any of the duties or obligations of either Party hereto (except the payment of money owed) shall not be considered a breach of this Agreement and the time required for performance shall be extended for a period equal to the period of such delay, provided that such delay has been caused by or is the result of any acts of God; acts of the public enemy; insurrections; war; riots, embargoes, labor disputes, including strikes, lockouts, job actions, or boycotts; fires; explosions; floods; shortages of material or energy; delay in transportation; any orders, actions or regulations of any governmental or regulatory authority that will prohibit either Party from ordering or furnishing their respective products or performing any other aspect of their respective obligations under this Agreement; or other unforeseeable causes beyond the control and without the fault or negligence of the Party so affected. The Party so affected shall give prompt notice to the other Party of such cause, and shall take whatever reasonable steps are necessary to relieve the effect of such cause as rapidly as possible.
15
17.5 Notices. All notices hereunder, other than day-to-day communications, shall be in writing and delivered (i) personally, (ii) by registered or certified mail, postage prepaid; (iii) by overnight courier service, or (iv) by facsimile, confirmed promptly by one of the foregoing delivery methods, to the following addresses of the respective Parties;
| If to DT, individual copies to: | With a copy to: | |
Displaytech, Inc. Attn: Xxxxxxxx Xxxxxx Chief Executive Officer 0000 Xxxxxx Xxxxx Xxxxx Xxxxxxxx, XX 00000-0000 Phone: (000) 000-0000 Fax: (000) 000-0000 |
Displaytech, Inc. Attn: Xxxxxx X. Xxxxxx General Counsel & Secretary 0000 Xxxxxx Xxxxx Xxxxx Xxxxxxxx, XX 00000-0000 Phone: (000) 000-0000 Fax: (000) 000-0000 |
|
If to MYT, individual copies to: |
With a copy to: |
|
Miyota Co., Ltd. Attn: Yoritake Oya 0000-0 Xxxxxx-xxxxx Xxxxxxxx-xxx Xxxxxx-xxx 000-0000 Xxxxx Phone: 81 0267 (32) 3331 Fax: 81 0267 (32) 6327 |
Toshihiko Ide 0000-0 Xxxxxx-xxxxx Xxxxxxxx-xxx Xxxxxx-xxx 000-0000 Xxxxx 81 0267 (32) 3331 81 0267 (32) 3520 |
Notices shall be effective: (a) upon receipt if personally delivered or delivered by confirmed facsimile; (b) on the fifth business day following the date of mailing, if mailed; and (c) upon receipt, if sent by overnight courier service. A Party may change its address listed above by notice to the other Party.
17.6 Waiver; Modification of Agreement. No waiver or modification or amendment of any of the terms of this Agreement, including its Schedules, shall be valid unless in writing and signed by authorized representatives of both Parties hereto. Failure by either Party to enforce any rights under this Agreement shall not be construed as a waiver of such rights nor shall a waiver by either Party in one or more instances be construed as constituting a continuing waiver or as a waiver in other instances.
17.7 Entire Agreement. This Agreement constitutes the entire agreement between the Parties concerning the subject matter hereof and supersedes all written or oral prior agreements or understandings with respect thereto. No course of dealing or usage of trade shall be used to modify the terms hereof except as expressly set forth otherwise herein.
17.8 Assignment. Except for the sale or transfer by DT of all or substantially all of the its business, or DT's merger into another company, this Agreement shall not be assigned by either Party without the prior written consent of the other Party, which consent shall not be unreasonably delayed or withheld. Any assignment to which consent is given shall be binding upon, inure to the benefit of, and be enforceable by, the assignee and any successors in interest of the assignee.
17.9 Remedies. In addition to the right to terminate this Agreement upon the breach or default of a Party, the other Party shall be entitled to any other remedies to which it may be entitled at law or in equity including, but not limited to, monetary damages.
16
18.1 Incorporation of Schedules and Terms. All Schedules attached to the Agreement shall be deemed a part of this Agreement and incorporated herein. Terms that are defined in this Agreement, and used in any Schedule, have the same meaning in the Schedule as in this Agreement. The Parties acknowledge that on the effective date of this Agreement not all of the Schedules listed below have been completed. Each Party agrees, however, to use diligent, good faith efforts to complete the contents of all such Schedules within sixty (60) days of the effective date of this Agreement. If the parties fail to complete all such Schedules by the sixtieth day after the effective date of this Agreement, and the Parties have not agreed on an extension of such time period, then either Party may terminate this agreement on thirty (30) days written notice to the other Party.
18.2 List of Schedules. The following Schedules are hereby made a part of this Agreement:
Schedule 2.3 Product Description
Schedule 2.4 Process Procedure Documentation
Schedule 3.1 Minimum Annual Volume Requirements for PLP Exclusivity
Schedule 3.2 Pricing Formula for Finished Products for Private Label Products
Schedule 4.1 Timeline for Installation of Manufacturing Facilities
Schedule 5.2 Product Ordering Procedures
Schedule 5.4 Materials and Component Parts
Schedule 6.6 Quality and Acceptance Tests
Schedule 7.1 Price
19.1 Future Circumstances. The Parties have set forth in this Agreement their mutual understanding and commitments regarding the development, manufacture and sale of the Products. The Parties further understand that they will cooperate and negotiate in good faith with each other in order to resolve any future differences and to agree upon adjustments or modifications hereto which may be needed due to future circumstances, and to otherwise act to promote a long term relationship regarding the Products and any future business dealings between the Parties.
IN WITNESS WHEREOF, the Parties have executed this Agreement as of the date first above written.
| MIYOTA CO., LTD. | DISPLAYTECH, INC. | |||||
By: |
/s/ XXXX XXXXXXXX |
By: |
/s/ XXXXXXXX XXXXXX |
|||
Name: |
Xxxx Xxxxxxxx |
Name: |
Xxxxxxxx Xxxxxx |
|||
Title: |
President |
Title: |
CEO |
|||
17
SCHEDULE 2.3
(Attached to and Part of the
Manufacturing Agreement
Between
Miyota Co., Ltd. and Displaytech, Inc.
Dated December 10, 1998)
PRODUCT DESCRIPTION
Date: February 5, 1999
The Products subject to and manufactured under the Manufacturing Agreement are set forth in the following document, which is incorporated into and made a part of the Manufacturing Agreement by reference thereto:
| 1. | Product: | QVGA Display Panel Product—"Palermo" | ||
| Document Title: | QVGA "Palermo" Product Description | |||
| Document No.: | REMF-04001 | |||
| Document Date: | February 5, 1999 |
Any Product developed by DT subsequent the date hereof that is to be manufactured under the Manufacturing Agreement will be added to this Schedule.
| MIYOTA CO., LTD. | DISPLAYTECH, INC. | |||||
By: |
/s/ YORITAKE OYA |
By: |
/s/ XXXXXXXX XXXXXX |
|||
Name: |
Yoritake Oya |
Name: |
Xxxxxxxx Xxxxxx |
|||
[LETTERHEAD]
QVGA "PALERMO" PRODUCT DESCRIPTION
REMF-04001
DATE: 2/5/99
ATTACHED DOCUMENTS WITHIN:
| DOCUMENT NO./TITLE |
REVISION |
DATE |
||
|---|---|---|---|---|
| Product Description Definition | Preliminary | 01/99 | ||
| Wire Bond Diagram | Preliminary | 01/99 | ||
| Die Attach Diagram | Preliminary | 01/99 | ||
| LED Diagram | Preliminary | 01/99 | ||
| Flex "A" Drawing | Preliminary | 01/99 | ||
| Lid Photograph | Preliminary | 01/99 | ||
| Stiffener Drawing—4027005 | B | 01/15/99 | ||
| Silicon Substrate Material Specification and Drawing—2325003 | Preliminary | 01/28/99 |
DISPLAYTECH SIGNATURE AND DATE
| |
|
|
|---|---|---|
| Project Leader: | /s/ [ILLEGIBLE] 2/2/99 |
|
| Manufacturing Manager: | /s/ [ILLEGIBLE] 2/2/99 |
|
| Quality Manager: | /s/ [ILLEGIBLE] 2/2/99 |
|
| VP Operations: | /s/ [ILLEGIBLE] 2/2/99 |
MIYOTA SIGNATURE AND DATE
| |
|
|
|---|---|---|
| Process Engineer Manager: | /s/ [ILLEGIBLE] 2/5/99 |
|
| Manufacturing Manager: | /s/ [ILLEGIBLE] 2/5/99 |
|
| Quality Manager: | /s/ [ILLEGIBLE] 2/5/99 |
|
| VP Operations: | /s/ [ILLEGIBLE] 2/5/99 |
Schedule 2.4
(Attached to and Part of the
Manufacturing Agreement
Between
Miyota Co., Ltd. and Displaytech, Inc.
Dated December 10, 1998)
Process Procedure Documentation
Dated: February 5, 1999
The manufacturing processes developed by DT which are used to manufacture Products under the Manufacturing Agreement are set forth in the following document, which is incorporated into and made a part of the Manufacturing Agreement by reference thereto:
| 1. | Document Title: | Manufacturing Processes | ||
| Document No.: | REMF-04002 | |||
| Document Date: | February 5, 1999 |
All manufacturing processes and know-how subsequently developed during the term of the Manufacturing Agreement or any renewal period, whether by DT or MYT, will be documented and added to Schedule 2.4.
| MIYOTA CO., LTD. | DISPLAYTECH, INC. | |||||
By: |
/s/ YORITAKE OYA |
By: |
/s/ XXXXXXXX XXXXXX |
|||
| Name: | Yoritake Oya |
Name: | Xxxxxxxx Xxxxxx |
|||
[LETTERHEAD]
MANUFACTURING PROCESSES
REFM-04002
DATE: 2/5/99
ATTACHED DOCUMENTS WITHIN:
| DOCUMENT NO./TITLE |
REVISION |
DATE |
||
|---|---|---|---|---|
| BASIC CLEANROOM SPECIFICATIONS | ORIGINAL | 01/99 | ||
| BASIC CLEANROOM SPECIFICATIONS FOR DI WATER | ORIGINAL | 01/99 | ||
| MANUFACTURING PROCESS FLOW CHART | ORIGINAL | 01/99 | ||
| REMF-03000 MANUFACTURING PROCESS MANUAL | ORIGINAL | 01/99 | ||
| CONF-01000 ENGINEERING CHANGE ORDER PROCEDURE | ORIGINAL | 01/99 |
| MATERIAL SPECIFICATIONS PART NUMBER/TITLE |
REVISION |
DATE |
||
|---|---|---|---|---|
| 2300001 PERIMETER SEAL | ORIGINAL | 01/99 | ||
| 2300002 END SEAL | ORIGINAL | 01/99 | ||
| 2300003 SPACER BALL | ORIGINAL | 01/99 | ||
| 2300005 8086 FLC | ORIGINAL | 01/99 | ||
| 2300007 POLYIMIDE | ORIGINAL | 01/99 | ||
| 2300009 DIE ATTACH EPOXY | ORIGINAL | 01/99 | ||
| 2300011 BOND WIRE | ORIGINAL | 01/99 | ||
| 2300012 SILVER EPOXY | ORIGINAL | 01/99 | ||
| 2300013 DIE/WAFER HANDLING FILM | ORIGINAL | 01/99 | ||
| 2300014 BUFFING CLOTH | ORIGINAL | 01/99 | ||
| 2321004 XXXXXXXXX, XXXXX, 0", XXX X XXX, XXXX | ORIGINAL | 01/99 |
DISPLAYTECH SIGNATURE AND DATE
| |
|
|
|---|---|---|
| Project Leader: | /s/ [ILLEGIBLE] 2/2/99 |
|
| Manufacturing Manager: | /s/ [ILLEGIBLE] 2/2/99 |
|
| Quality Manager: | /s/ [ILLEGIBLE] 2/2/99 |
|
| VP Operations: | /s/ [ILLEGIBLE] 2/2/99 |
MIYOTA SIGNATURE AND DATE
| |
|
|
|---|---|---|
| Process Engineer Manager: | /s/ [ILLEGIBLE] 2/5/99 |
|
| Manufacturing Manager: | /s/ [ILLEGIBLE] 2/5/99 |
|
| Quality Manager: | /s/ [ILLEGIBLE] 2/5/99 |
|
| VP Operations: | /s/ [ILLEGIBLE] 2/5/99 |
Schedule 3.1
(Attached to and Part of the
Manufacturing Agreement
Between
Miyota Co., Ltd. and Displaytech, Inc.
Dated December 10, 1998)
Minimum Annual Volume Requirements for PLP Exclusivity
Dated: February 5, 1999
The Parties acknowledge that as of the date of this Schedule no minimum annual volume requirement for Private Label Products has been established. Such requirement will be established and incorporated in this Schedule at such time as the Parties commence negotiations for the sale of any Private Label Product to MYT.
| MIYOTA CO., LTD. | DISPLAYTECH, INC. | |||||
By: |
/s/ YORITAKE OYA |
By: |
/s/ XXXXXXXX XXXXXX |
|||
| Name: | Yoritake Oya |
Name: | Xxxxxxxx Xxxxxx |
|||
Schedule 3.2
(Attached to and Part of the
Manufacturing Agreement
Between
Miyota Co., Ltd. and Displaytech, Inc.
Dated December 10, 1998)
Pricing Formula for Finished Products for Private Label Products
Date: February 5, 1999
The Parties acknowledge that as of the date of this Schedule MYT has not yet ordered any Finished Products for PLPs; therefore, no pricing formula has been established. A pricing formula will be established after an agreement has been concluded, but prior to the time MYT orders Finished Products from DT.
| MIYOTA CO., LTD. | DISPLAYTECH, INC. | |||||
By: |
/s/ YORITAKE OYA |
By: |
/s/ XXXXXXXX XXXXXX |
|||
| Name: | Yoritake Oya |
Name: | Xxxxxxxx Xxxxxx |
|||
Schedule 4.1
(Attached to and Part of the
Manufacturing Agreement
Between
Miyota Co., Ltd. and Displaytech, Inc.
Dated December 10, 1998)
Timeline for Installation of Manufacturing Facilities
Date: February 5, 1999
The timeline for installation of the manufacturing facilities to be used to manufacture Products under the Manufacturing Agreement is set forth in the following document, which is incorporated into and made a part of the Manufacturing Agreement by reference thereto:
| 1. | Document Title: | Installation of Manufacturing Facilities | ||
| Document No.: | REFM-04005 | |||
| Document Date: | February 5, 1999 |
| MIYOTA CO., LTD. | DISPLAYTECH, INC. | |||||
By: |
/s/ YORITAKE OYA |
By: |
/s/ XXXXXXXX XXXXXX |
|||
| Name: | Yoritake Oya |
Name: | Xxxxxxxx Xxxxxx |
|||
[LETTERHEAD]
INSTALLATION OF MANUFACTURING
FACILITIES
REFM-04005
DATE: 2/5/99
ATTACHED DOCUMENTS WITHIN:
| DOCUMENT NO./TITLE |
REVISION |
DATE |
||
|---|---|---|---|---|
| MASTER PLAN FOR DT AND MYT INSTALLATION | ORIGINAL | 01/99 | ||
| MIYOTA MANUFACTURING TIMELINE | ORIGINAL | 01/99 | ||
| MIYOTA EQUIPMENT INVESTMENT PLAN AND TIMELINE | ORIGINAL | 01/99 | ||
| TESTER CAPITAL EQUIPMENT AND INSTALLATION TIMELINE | ORIGINAL | 01/99 | ||
| WINK PROGRAM SCHEDULE | ORIGINAL | 01/99 | ||
| REFLECTIVE MICRODISPLAY TESTER SPECIFICATION | ORIGINAL | 01/99 |
DISPLAYTECH SIGNATURE AND DATE
| |
|
|
|---|---|---|
| Project Leader: | /s/ [ILLEGIBLE] 2/2/99 |
|
| Manufacturing Manager: | /s/ [ILLEGIBLE] 2/2/99 |
|
| Quality Manager: | /s/ [ILLEGIBLE] 2/2/99 |
|
| VP Operations: | /s/ [ILLEGIBLE] 2/2/99 |
MIYOTA SIGNATURE AND DATE
| |
|
|
|---|---|---|
| Process Engineer Manager: | /s/ [ILLEGIBLE] 2/5/99 |
|
| Manufacturing Manager: | /s/ [ILLEGIBLE] 2/5/99 |
|
| Quality Manager: | /s/ [ILLEGIBLE] 2/5/99 |
|
| VP Operations: | /s/ [ILLEGIBLE] 2/5/99 |
Schedule 5.2
(Attached to and Part of the
Manufacturing Agreement
Between
Miyota Co., Ltd. and Displaytech, Inc.
Dated December 10, 1998)
Product Ordering Procedures
Date: February 5, 1999
The procedures for ordering Products manufactured under the Manufacturing Agreement are set forth in the following document, which is incorporated into and made a part of the Manufacturing Agreement by reference thereto:
| 1. | Document Title: | Product Ordering Procedure | ||
| Document No.: | REFM04006 | |||
| Document Date | February 5, 1999 |
| MIYOTA CO., LTD. | DISPLAYTECH, INC. | |||||
By: |
/s/ YORITAKE OYA |
By: |
/s/ XXXXXXXX XXXXXX |
|||
| Name: | Yoritake Oya |
Name: | Xxxxxxxx Xxxxxx |
|||
[LETTERHEAD]
PRODUCT ORDERING PROCEDURE
REFM-04006
DATE: 2/5/99
ATTACHED DOCUMENTS WITHIN:
| DOCUMENT NO./TITLE |
REVISION |
DATE |
||
|---|---|---|---|---|
| PRODUCT ORDERING PROCEDURE | ORIGINAL | 01/99 |
DISPLAYTECH SIGNATURE AND DATE
| |
|
|
|---|---|---|
| Project Leader: | /s/ [ILLEGIBLE] 2/2/99 |
|
| Manufacturing Manager: | /s/ [ILLEGIBLE] 2/2/99 |
|
| Quality Manager: | /s/ [ILLEGIBLE] 2/2/99 |
|
| VP Operations: | /s/ [ILLEGIBLE] 2/2/99 |
MIYOTA SIGNATURE AND DATE
| |
|
|
|---|---|---|
| Process Engineer Manager: | /s/ [ILLEGIBLE] 2/5/99 |
|
| Manufacturing Manager: | /s/ [ILLEGIBLE] 2/5/99 |
|
| Quality Manager: | /s/ [ILLEGIBLE] 2/5/99 |
|
| VP Operations: | /s/ [ILLEGIBLE] 2/5/99 |
PRODUCT ORDER PROCESSING
Section 5.2
The following represents procedures that support the "Manufacturing Agreement" between Miyota and Displaytech dated December 10th, 1998. Where applicable we have made reference to paragraphs within this agreement.
Forecast Development
Displaytech will combine forecast information from all sources in an effort to consolidate overall customer requirements. This will include a forecast from Miyota, (ref 3.2, 5.2.1), which will result in defining a build plan and subsequent purchase orders to Miyota for all product in phase one (5.2.2 i). Combined forecasts will extend 9 months. In phase two (ref 5.2.2 ii) and phase three (ref 5.2.2 iii) Miyota will generate Build Plans based upon Displaytech forecast including scheduling and sourcing required materials which may possibly come from Displaytech.
All purchase orders will contain a Statement of Work specifically describing the manufacturing services to be performed by Miyota with respect to the products ordered by Displaytech. Material to be supplied by Displaytech, at no charge, shall be referenced on the order. Supplied material, order lead times and pricing, in most cases, will be predefined. If not predefined a request for quote will be written. Acceptance and acknowledgement as per (ref 5.2, 5.3, 6.3.1, 6.3.2). Initial correspondence via fax and e-mail.
Irrevocable Orders
It is our intent to provide as stable a schedule as possible. We will make every effort to minimize schedule fluctuations within a (90)-day period (ref 5.3). Displaytech will submit a 9 month forecast by the 5th day of each month with purchase orders covering through month 2 (current month plus 2 months).
| Current |
note: 1 |
note: 2 |
|
|
|
|||||
|---|---|---|---|---|---|---|---|---|---|---|
| Month 0 | Month 1 | Month 2 | Month 3 | Month 4 | Month 5 | |||||
| Apr | May | Jun | Jul | Aug | Sep | |||||
| PO on the 5th | 100% Commitment | Non-binding Forecast |
Non-binding Forecast |
Non-binding Forecast |
Notes: 1) PO not to exceed 125% of month 2 PO.
2) PO not to exceed 125% of month 3 forecast.
Consigned Material
Displaytech will initially consign material to Miyota (ref 5.2.2). Miyota will manage this inventory by providing a current weekly status of on hand, scrapped and consumed material. Scrapped or defective material should be returned to Displaytech for cause and corrective action. Displaytech will provide an estimated 2 week supply of material ahead of Miyota's manufacturing start schedules.
Finished Goods Management
From time to time, due to capacity planning and/or schedule smoothing, we may require product to be built for finished goods and held for shipment to our customers. Finished goods inventory, at a location to be determined, will be monitored very closely and reviewed for determining future build schedules.
Displaytech Confidential
Displaytech will provide shipment direction for all customer products as soon as it becomes available. Actual shipment charges will most likely be prepay and add to the customers invoice. Upon shipment Miyota will forward all relevant shipment documentation to Displaytech as soon as possible. Reimbursement to Miyota through normal payment terms (ref 7.2). F.O.B. point will be origin if shipped in Japan and destination for all other cases.
Displaytech Confidential
Schedule 5.4
(Attached to and Part of the
Manufacturing Agreement
Between
Miyota Co., Ltd. and Displaytech, Inc.
Dated December 10, 1998)
Materials and Component Parts
Date: February 5, 1999
The materials and component parts necessary to produce the Products manufactured under the Manufacturing Agreement are set forth in the following document, which is incorporated into and made a part of the Manufacturing Agreement by reference thereto:
| 1. | Document Title: | Materials and Component Parts | ||
| Document No.: | REFM04007 | |||
| Document Date | February 5, 1999 |
| MIYOTA CO., LTD. | DISPLAYTECH, INC. | |||||
By: |
/s/ YORITAKE OYA |
By: |
/s/ XXXXXXXX XXXXXX |
|||
| Name: | Yoritake Oya |
Name: | Xxxxxxxx Xxxxxx |
|||
[LETTERHEAD]
MATERIALS AND COMPONENT PARTS
REFM-04007
DATE: 2/5/99
ATTACHED DOCUMENTS WITHIN:
| DOCUMENT NO./TITLE |
REVISION |
DATE |
||
|---|---|---|---|---|
| QVGA XXXX OF MATERIALS | ORIGINAL | 01/99 |
DISPLAYTECH SIGNATURE AND DATE
| |
|
|
|---|---|---|
| Project Leader: | /s/ [ILLEGIBLE] 2/2/99 |
|
| Manufacturing Manager: | /s/ [ILLEGIBLE] 2/2/99 |
|
| Quality Manager: | /s/ [ILLEGIBLE] 2/2/99 |
|
| VP Operations: | /s/ [ILLEGIBLE] 2/2/99 |
MIYOTA SIGNATURE AND DATE
| |
|
|
|---|---|---|
| Process Engineer Manager: | /s/ [ILLEGIBLE] 2/5/99 |
|
| Manufacturing Manager: | /s/ [ILLEGIBLE] 2/5/99 |
|
| Quality Manager: | /s/ [ILLEGIBLE] 2/5/99 |
|
| VP Operations: | /s/ [ILLEGIBLE] 2/5/99 |
XXXX OF MATERIALS - QVGA MINIMUM SIZE PRODUCT 1-8-98
| PART NUMBER |
REVISION |
LEVEL |
ASSEMBLY OR PART DESCRIPTION |
QTY |
||||
|---|---|---|---|---|---|---|---|---|
| 4027000 | A | 1 | FINAL ASSEMBLY, QVGA, WINK | 1 | ||||
| 4027007 | A | 2 | DISPLAY PANEL, ASSEMBLY, QVGA, PALERMO | 1 | ||||
| 4027008 | A | 3 | BOND WIRE, 0.001" DIAMETER, Al 99% Si 1% | UNIT | ||||
| 2300010 | A | 3 | ENCAPSULANT, EPOTEK OE107-3 | UNIT | ||||
| 2300009 | A | 3 | ADHESIVE, CELL ATTACH, EPOTEK OE107-1 | UNIT | ||||
| 4027003 | A | 3 | FLEX BARE, ASSEMBLY, QVGA, PALERMO | 1 | ||||
| 4027005 | A | 4 | STIFFNER, A, CERAMIC, FLEX, QVGA, PALERMO | 1 | ||||
| 4027009 | A | 4 | CONNECTOR, 25-PIN, VERTICAL | 1 | ||||
| 4027010 | A | 4 | CAPACITOR, CERAMIC, 0603 (if needed) | 1 | ||||
| 4027011 | A | 4 | CAPACITOR, TANTALUM, 0604 (if needed) | 1 | ||||
| 4027012 | A | 4 | RESISTOR, 0603 (if needed) | 1 | ||||
| 4027002 | A | 3 | DIE CELL, QVGA, PALERMO | 1 | ||||
| 2300005 | A | 4 | FLC, 8068 | UNIT | ||||
| 2300007 | A | 4 | POLYIMIDE | UNIT | ||||
| 2300012 | A | 4 | ADHESIVE, CONDUCTIVE, EPOTEK 4110 | UNIT | ||||
| 2321004 | A | 4 | GLASS, 200 mm, ITO, BBAR | 1 | ||||
| 2325003 | A | 4 | WAFER, 200 mm, QVGA, PALERMO | 1 | ||||
| 2300003 | A | 4 | SPACER BALLS, ONE MICRON | UNIT | ||||
| 2300002 | A | 4 | ADHESIVE, ENDSEAL, 3 BOND | UNIT | ||||
| 2300001 | A | 4 | ADHESIVE, PERIMETER SEAL, XXXXXX 68 | UNIT | ||||
| 4027012 | A | 2 | ILLUMINATOR, ASSEMBLY, Q-RAINBOW | 1 | ||||
| 4027013 | A | 3 | HOUSING, Q-RAINBOW | 1 | ||||
| 4027014 | A | 3 | DBEF FILM, ZERO DEGREE, Q-RAINBOW | 1 | ||||
| 4027015 | A | 3 | INITIAL POLARIZING FILM, Q-RAINBOW | 1 | ||||
| 4027016 | A | 3 | CLEAN-UP, POLARIZING FILM, IP38-01-1, Q-RAINBOW |
1 | ||||
| 4027017 | A | 3 | DIFFUSING EPOXY, Q-RAINBOW | UNIT | ||||
| 4027018 | A | 3 | ADHESIVE, Q-RAINBOW | UNIT | ||||
| 4027019 | A | 2 | FLEX, ILLUMINATOR, ASSEMBLY, Q-RAINBOW | 1 | ||||
| 4027020 | A | 3 | FLEX B, ASSEMBLY, QVGA, Q-RAINBOW | 1 | ||||
| 4027021 | X | 0 | XXX, XXXXXX, XXXX000X | 1 | ||||
| 4027022 | A | 4 | CONNECTOR, 7-PIN, MOLEX 52689-0793 | 1 | ||||
| 4027023 | A | 4 | FLEX, B, BARE, QVGA, Q-RAINBOW | 1 | ||||
| 4027024 | A | 4 | MOSFETS, DIGIKEY, SOT23 (option #1) | 3 | ||||
| 4027025 | A | 4 | DIODE, SCHOTTKY, DIGIKEY, SOT23 (option #2) | 1 | ||||
| 4027026 | A | 3 | TAPE, FLEX, DOUBLE-SIDED | UNIT |
DISPLAYTECH CONFIDENTIAL
Schedule 6.6
(Attached to and Part of the
Manufacturing Agreement
Between
Miyota Co., Ltd. and Displaytech, Inc.
Dated December 10, 1998)
Quality and Acceptance Tests
Date: February 5, 1999
The quality and acceptance tests for the Products manufactured under the Manufacturing Agreement are set forth in the following document, which is incorporated into and made a part of the Manufacturing Agreement by reference thereto:
| 1. | Document Title: | Quality and Acceptance Test | ||
| Document No.: | REFM04008 | |||
| Document Date | February 5, 1999 |
| MIYOTA CO., LTD. | DISPLAYTECH, INC. | |||||
By: |
/s/ YORITAKE OYA |
By: |
/s/ XXXXXXXX XXXXXX |
|||
| Name: | Yoritake Oya |
Name: | Xxxxxxxx Xxxxxx |
|||
[LETTERHEAD]
QUALITY AND ACCEPTANCE TEST
REFM-04008
DATE: 2/5/99
ATTACHED DOCUMENTS WITHIN:
| DOCUMENT NO./TITLE |
REVISION |
DATE |
||
|---|---|---|---|---|
| STANDARD VISUAL ACCEPTANCE CRITERIA | ORIGINAL | 01/99 | ||
| QASR-02600 LCQC | 1 | 10/98 | ||
| QASR-03100 FILL INSPECTION | 2 | 05/98 | ||
| QASR-03300 PHYSICAL QC | 4 | 11/98 | ||
| QASR-03500 PANEL QA | ORIGINAL | 01/99 |
DISPLAYTECH SIGNATURE AND DATE
| |
|
|
|---|---|---|
| Project Leader: | /s/ [ILLEGIBLE] 2/2/99 |
|
| Manufacturing Manager: | /s/ [ILLEGIBLE] 2/2/99 |
|
| Quality Manager: | /s/ [ILLEGIBLE] 2/2/99 |
|
| VP Operations: | /s/ [ILLEGIBLE] 2/2/99 |
MIYOTA SIGNATURE AND DATE
| |
|
|
|---|---|---|
| Process Engineer Manager: | /s/ [ILLEGIBLE] 2/5/99 |
|
| Manufacturing Manager: | /s/ [ILLEGIBLE] 2/5/99 |
|
| Quality Manager: | /s/ [ILLEGIBLE] 2/5/99 |
|
| VP Operations: | /s/ [ILLEGIBLE] 2/5/99 |
Standard Visual Acceptance Criteria
Note: These acceptance criteria are common to all displays. Special application may require additional inspection/tests.
No
glue in active area
Complete glue seal
No particles causing interference fringes
No visible scratches
No electrical/driving problems (lines out, scrolling etc)
No more than 3 pixels out, no two adjacent
No visible alignment defects in black state
No more than 4 color bands
No image sticking
Contrast greater than 200:1
All criteria are "as measured". Magnification or test conditions for inspection purposes are representative of customer application. Refer to specific documentation for details.
| TITLE: FILL INSPECTION | SPECIFICATION NUMBER QASR-03100 |
REVISION 2 |
||||||||||||||||||||
| DISPLAYTECH PROPRIETARY INFORMATION | ||||||||||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | |||||||||||
| 2 | 2 | 2 | 2 | |||||||||||||||||||
| 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | |||||||||||
| 25 | 26 | 27 | 28 | 29 | 30 | 31 | 32 | 33 | 34 | 35 | 36 | |||||||||||
REVISION |
DATE |
DESCRIPTION |
||
|---|---|---|---|---|
| 1 | 7/97 | Change doc to Fill/Glue Dam Inspect, remove Physical QC sec and create new Doc, QASR-03300. | ||
| 2 | 4/98 | Remove Glue Dam and Scribe inspection from process., add polarizer to tools, remove 40X magnifier |
| ORIGINATOR | PRODUCT ASSURANCE | |
| PROCESS ENGINEERING MANAGER | FACILITIES/MAINTENANCE | |
| MANUFACTURING MANAGER | PRIMARY TECHNICIAN | |
CONFIDENTIAL MATERIAL
Displaytech, Inc.
1
- 1.0
- PURPOSE
- To
provide an inspection procedure of the physical quality of the units during the final assembly process. The procedure is performed after fill.
- 2.0
- SCOPE
- This
document covers operation and material handling procedure necessary for manufacture of ICD parts.
- 3.0
- APPLICABLE
DOCUMENTS
- 3.1
- MSDS
for chemicals used in process.
- 3.2
- Microscope
training specification
- 3.3
- ESD
training specification.
- 3.4
- Ergonomic
training specification.
- 4.0
- EQUIPMENT
AND MATERIALS
- 4.1
- Equipment
Not applicable - 4.2
- Chemicals
IPA - 4.3
- Materials
Texwipe TX609 - 4.4
- Tools
#5 tweezers
Polarizer, hand held
- 5.0
- GENERAL/SAFETY
REQUIREMENTS
- 5.1
- Due
to the potential hazards to untrained personnel there should be no attempt to operate the system unless a complete orientation has been given by qualified personnel.
- 5.2
- Safety
glasses shall be worn at all times.
- 5.3
- Chemical
resistant gloves shall be worn when handling any chemical.
- 5.4
- Process Specific Requirements
5.4.1 Only one open lot at each inspection station at a time.
5.4.2 Traveler must be completed and rejects properly stored before beginning the next lot.
2
- 5.5
- ESD
wrist strap shall be worn while handling live parts.
- 6.0
- PROCESS
SET UP
- 6.1
- Clean/Prepare area
- 6.2
- Clean/Prepare Materials
- 6.3
- Setup/Verify
Equipment.
6.1.1 Remove any unnecessary items from work area.
6.1.2 Wipe down area surfaces with IPA.
6.1.3 Wipe down area surfaces with clean dry wipes.
6.2.1 Wipe down scale plate with clean dry wipe to remove any loose particles.
6.2.2 Wipe inside of mixing tray with IPA.
6.2.3 Wipe inside of mixing tray with dry, clean wipe.
- 7.0
- PROCEDURE
- 7.1
- Fill Inspection
- Color
bands, reject if 4 or more bands are observed
Particles, reject for any, should be caught at Physical QC
Bubbles, rework if any, reject if any
Incomplete fill, rework if any, reject if any
Major zig zags, reject if any, small zig zag at fill hole is allowed
Focal conics, reject if any
7.1.1 Determine completeness of fill using a Polarizer. Carefully inspect each cell, rotating the polarizer through complete 360 degrees. The Cell must be below 30 deg C during inspection. Refer to Drawing 7.3
7.1.2 Fill area inside the cell must be 100% filled. The liquid crystal should be smooth in texture to the eye and there can be no defects. The following defects are to be rejected:
7.2 If Fill is incomplete or there are bubbles, the Fill Process, BKND-03300, may be repeated up to twice to recover the part. Repeat Fill inspections as necessary.
7.3 100% Filled Cell Drawing
3
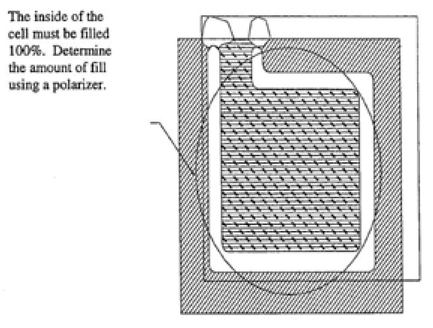
- 8.0
- PROCESS
SHUTDOWN
- 8.1
- Xxxx
all reject parts on the window with a sharpie maker using the following code.
- F—Fill
Problem
- 8.2
- Fill
out Job Traveler with yield and process information as necessary, note any and amount of reworks.
- 8.3
- Clean
up area.
- 9.0
- PROBLEM
SOLVING/TROUBLE SHOOTING
- Not applicable
4
| TITLE: PHYSICAL QC | SPECIFICATION NUMBER QASR-03300 |
REVISION 4 |
||||||||||||||||||||
| DISPLAYTECH PROPRIETARY INFORMATION | ||||||||||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | |||||||||||
| 3 | 3 | 4 | 4 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 | |||||||||||
| 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | |||||||||||
| 25 | 26 | 27 | 28 | 29 | 30 | 31 | 32 | 33 | 34 | 35 | 36 | |||||||||||
REVISION |
DATE |
DESCRIPTION |
||
|---|---|---|---|---|
| 1 | 5/98 | Change order of inspection to particle, delam glue line, scribe, glue registration, glue line, glue tip, scratches, add definition and reject limits, add QA form | ||
| 2 | 6/98 | Clarify instructions, drawing numbers, referenced documents | ||
| 3 | 10/98 | 6.2.1 remove ref. To spec; 6.2.2 remove ref to set up; 7.4.4 remove measurement of glue line thickness; 7.4.6.3 remove measurement of registration; 7.5.1 remove ref. to scratch size; add three new inspection format sheets; Section 7.2, add sentence to 1st Note, to include, "APIX numbering is performed per the XY grid numbering system supplied by HP". | ||
| 4 | 11/23/98 | Add sentence to 1st Note under Section 7.0, PROCEDURE, to include, "If a die has a defect, but does not fail specification, xxxx a "P" on the yield form for that defect."; Section 7.1.3, change sentence to read, "Any die with a visible scratch, other than a buff scratch, is rejected."; Section 7.1.4, change sentence to read, "Any die that has contamination that blocks more than 5 pixels will be rejected." |
| ORIGINATOR XXXXX XxXXXXXX |
PRODUCT ASSURANCE | |
| PROCESS ENGINEERING MANAGER | FACILITIES/MAINTENANCE | |
| PRODUCTION MANAGER | PRIMARY TECHNICIAN | |
CONFIDENTIAL MATERIAL
Displaytech, Inc.
1
- 1.0
- PURPOSE
- 1.1
- To
provide a procedure of qualifying the physical characteristics of singulated die.
- 2.0
- SCOPE
- 2.1
- This
document covers inspection procedures and criteria for the determination of physical qualities of singulated die.
- 3.0
- APPLICABLE
DOCUMENTS
- 3.1
- MSDS
for IPA (isopropyl alcohol)
- 3.2
- Form:
Laminate Physical QC, last page of this document
- 4.0
- EQUIPMENT
& MATERIALS
- 4.1
- Equipment
Green, monochromatic light source
40X Lighted Microscope
Sharpie Fine (or Ultra Fine) Point Marker, not red - 4.2
- Chemicals
IPA (isopropyl alcohol) - 4.3
- Materials
TexWipe Part # TX2209 Wipes - 4.4
- Tools
Not applicable
- 5.0
- GENERAL/SAFTEY
REQUIREMENTS
- 5.1
- Due
to the potential hazards to untrained personnel, there should be no attempt to execute the following procedure by "unqualified personnel", nor be assisted by such personnel unless
following a formal orientation procedure.
- 5.2
- All
personnel in the room shall wear safety glasses at all times, except when they are using the microscope.
- 5.3
- Gloves
shall be worn at all times when handling die. Chemical resistant gloves shall be worn whenever handling chemicals.
- 5.4
- Process
Specific Requirements
- 5.4.1
- Only
one open lot at each inspection station at a time.
- 5.4.2
- Job
traveler must be completed and all die properly stored before beginning the next lot.
- 5.4.3
- Workstation must be wiped down between lots.
2
- 6.0
- PROCESS
SETUP
- 6.1
- Clean/Prepare
area
- 6.1.1
- Remove
any unnecessary items from work area.
- 6.1.2
- Wipe
down area surfaces with IPA.
- 6.1.3
- Wipe
down area surfaces with clean dry wipes.
- 6.2
- Setup/Verify
Equipment
- 6.3
- ESD
Grounding
- 6.3.1
- When
handling live die, follow ESD methods at all.
- 7.0
- PROCEDURE
- Note:
Xxxx each die with all of the defects found on that individual die. The explanations for individual reject codes are listed in section 9. If a die has
a defect, but does not fail specification, xxxx a "P" on the yield form for that defect.
- 7.1
- Physical
QC inspections performed prior to singulation.
- 7.1.1
- Particle
Inspection:
- Using
a green monochromatic light source, view the die so that the reflection of the light source can be seen in the die. Look for any fringes that emanate
from a single point. Any die that has two or more concentric dark bands under the green light is a reject die. This means a die with any portion of a dark band surrounded all or in part by another
dark band.
- Xxxx
the window of any die failing the particle inspection with the letter "P" using a black sharpie marker, and record on the Yield Breakdown form.
- 7.1.2
- Glue
Line Inspection: Performed using magnification.
- 7.1.2.1
- Glue
Covering Pixels:
- Any
die on which glue covers any portion of the pixilated active area of the display is rejected.
- Xxxx
the window of any die failing the glue covering pixel inspection with the letter "R" using a black sharpie marker, and record on the Yield Breakdown
form.
- 7.1.2.2
- Continuous
Glue Line:
- Start at the fill hole and verify the completeness of the glue seal by following it around the cell. Check for gaps, collections of bubbles, or breaks which would allow the flow of liquid crystal from the inside to the outside of the cell (except for the fill hole). Any die with a glue line break is rejected.
3
- Glue
line breaks due to circuit topography are not rejected.
- Xxxx
the window of any die failing the continuous glue line inspection with the letter "G" using a black sharpie marker, and record on the Yield Breakdown
form.
- 7.1.3
- Window
Scratch: Performed using magnification.
- Any
die with a visible scratch, other than a buff scratch, is rejected.
- Xxxx
the window of any die failing the window scratch inspection with the letter "W" using a black sharpie marker, and record on the Yield Breakdown form.
- 7.1.4
- Display
Contamination: Performed using magnification
- Any
die that has contamination that blocks more than 5 pixels will be rejected.
- Xxxx
the window of any die failing the display contamination inspection with the letter "C" using a black sharpie marker, and record on the Yield Breakdown
form.
- 7.1.5
- Other
rejects:
- Xxxx
the window of any die with any other reject with the letter "O" using a black sharpie marker, and record on the Yield Breakdown form, along with an
explanation of the reject.
- 7.2
- Individual
Die Numbering
- Note:
Numbering is currently being done on live (and process dummy) ATV, SXGA, and XGA parts. APIX numbering is performed per the XY grid numbering system
supplied by HP. Reference APIX wafer map. Numbering is not being done on VGA parts, or any experimental parts (unless otherwise requested).
- 7.2.1
- Each
die from the laminate will be numbered to maintain traceability throughout the process.
- 7.2.2
- Beginning
with the upper left-hand die, number the die sequentially, finishing at the lower right hand part of the wafer (wafer positioned with the flat down).
- 7.2.3
- Use
a black sharpie pen to place the number on each die. Place number in lower left corner of window.
- 7.3
- Physical
QC inspections performed after singulation.
- 7.3.1
- Delaminated
Glue Line Inspection: Performed using green light.
- Any
die on which any part of its glue line has delamination is rejected.
- Xxxx the window of any die failing the delaminated glue line inspection with the letter "D" using a black sharpie marker, and record on the Yield Breakdown form.
4
- 7.3.2
- Scribe
Inspection: Performed using magnification.
- Any
die that has a scribe that breaks the apron skirt boundary, or a scribe that cuts into any bond pads is rejected. Any glass scribe that is not aligned
with the window target lines on the silicon is rejected.
- Xxxx
the window of any die failing the scribe inspection with the letter "S" using a black sharpie marker, and record on the Yield Breakdown form.
- 7.3.3
- Break
Inspection: Performed using magnification.
- Any
die that has a break that cuts into the apron skirt boundary or any bond pads, a break that does not follow the scribe line or leaves edge flares of
more than 180 microns is rejected.
- Xxxx
the window of any die failing the break inspection with the letter "B" using a black sharpie marker, and record on the Yield Breakdown form.
- 7.3.4
- Window
Scratch Inspection: Performed using magnification.
- Any
die with a visible scratch is rejected
- Xxxx
the window of any die failing the window scratch inspection with the letter "W" using a black sharpie marker, and record on the Yield Breakdown form.
- 7.3.5
- Glue
Tip Inspection: Performed using magnification.
- Any
die on which the glue tips do not extend to the edge of the silicon is rejected.
- Cells
that have glue tips that do not extend to the silicon edge due to circuit topography are not rejected.
- Xxxx
the window of any die failing the glue tip inspection with the letter "T" using a black sharpie marker, and record on the Yield Breakdown form.
- 7.3.6
- Other
Rejects:
- Xxxx
the window of any die with any other reject with the letter "O" using a black sharpie marker, and record on the Yield Breakdown form, along with an
explanation of the reject.
- 8.0
- PROCESS
SHUTDOWN
- 8.1
- Return
wafer to storage bag with job traveler
- 8.2
- Turn
off all equipment
- 8.3
- Clean
area
- 8.3.1
- Seal
and return all chemicals to proper storage areas
- 8.3.2
- Clean
and store all tools and materials
- 8.3.3
- Wipe
area surfaces with IPA
- 8.3.4
- Wipe area with clean dry wipes
5
- 8.3.5
- Dispose
of garbage properly
- 8.4
- Fill
out Job Traveler/Process Sheet
- 9.0
- PROBLEM
SOLVING/TROUBLESHOOTING
- 9.1
- Particles
Inspection:
- 9.1.1
- Particles
or substrate protrusions larger than the nominal cell gap between silicon and glass can cause spacing problems in the cell (i.e. the cell gap varies from nominal around
the particle). This causes interference fringes around the particle that look similar to ripples around a disturbance in a pond. Sometimes the particle can be seen in the middle of the fringe circles,
but not always.
- 9.2
- Glue
line Inspection:
- 9.2.1
- Glue
Covering Pixels:
- 9.2.1.1
- The
glue line should not cover any portion of the pixilated active area. Failures could result from poorly registered glue, fat glue lines, glue that seeped from the glue line, or
any reason that causes the glue to cover the pixels.
- 9.2.2
- Continuous
Glue Line:
- 9.2.2.1
- The glue line should be continuous and have no breaks other than the fill hole. Air bubbles in the glue line are acceptable as long as they do not make a path for the liquid crystal to cross the glue line. Refer to Figure 1 for examples of an incomplete glue line.
Figure 1
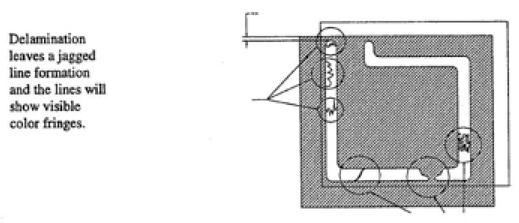
Glue line must not have any path—except the fill hole—from the inside to the outside of the cell.
6
- 9.3
- Window
Scratch:
- 9.3.1
- A
window scratch is a visible scratch that is located over the pixilated area of the display. The scratch can either be on the top surface of the window glass, the top surface of
the pixilated silicon, or the bottom surface of the glass just above the silicon and liquid crystal. Scratches are usually caused by process or handling problems.
- 9.4
- Delaminated
Glue Line Inspection:
- 9.4.1
- Glue
line delamination occurs when the bond between the glue and either the silicon or glass fails. It appears similar to a particle when viewed under a green light except that the
dark bands surround the delaminated portion of the glue line. Jagged line formations inside the glue line or color fringes that are parallel to the glue line are evidence that glue line delamination
has occurred. Refer to Figure 1 for examples of delaminated glue lines.
- 9.5
- Scribe
Inspection:
- 9.5.1
- Scribe
failures pertain to the actual scribe placement and quality. Typically, scribe failures will affect entire rows or entire wafers. Scribe failures include wrong pressure or
penetration settings on the machine, using the wrong scribe wheel or program, misalignment of the laminate during scribe, or any scribe line that cuts off circuitry of the cell. Circuitry consists of
the active area, the apron, and the bond pads.
- 9.6
- Break
Inspection:
- 9.6.1
- Break
failures pertain to the actual break quality of the scribe. Typically break failures affect individual die or entire rows. Break failures include any breaks that do not follow
the scribe line, breaks that wander into and disrupt circuitry or glass edges that flare. Flared edges can be measured on the incoming QC microscope.
- 9.7
- Glue
Tip Inspection:
- 9.7.1
- The
glue tips must extend to the edge of the silicon to facilitate proper filling of the liquid crystal. Causes for the glue tips not extending to the edge of the silicon include
glue stamp registration error, scribe placement error, or breaks that travel around the end of the glue rather than cut across the glue.
- 9.8
- Display
Area Contamination Inspection:
- 9.8.1
- Particles and other contamination that is less than 1 micron will not cause color bands to show up in the Particle Inspection. This contamination could be glass defects, polyimide, glue, or materials that get trapped in the cell during lamination. The contamination must block the pixels from view to be rejected.
7
| Laminate # |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Yield Breakdown Form |
||||||||||||||||||||||||||||||||||||||||||||||||||||
| Serial #: |
||||||||||||||||||||||||||||||||||||||||||||||||||||
| Total |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
|||||||||||||||||||||||||||
| Particles | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Glue in pixels | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Glue breaks | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Scratch | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Contamination | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Other (note) | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Delamination | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Bad scribe | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Bad break | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Scratch | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Glue tips | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Other (note) | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Incomplete fill | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Die Attach | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Wirebond bad | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Electrical | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Visual: Non-uniform Spacing |
||||||||||||||||||||||||||||||||||||||||||||||||||||
| Apron Problem | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Pixels Out | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Color bands | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Chord ZZ | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Aperture ZZ | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Pressure | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Lint | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Feathering | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Scratch | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Bad fill | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Contamination | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Circle defect | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Other (note) | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Final: Electrical | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Surface quality | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Alignment | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Spacing | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Other | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| ___ses QC | ||||||||||||||||||||||||||||||||||||||||||||||||||||
8
| Laminate # |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Yield Breakdown Form |
||||||||||||||||||||||||||||||||||||||||||||||||||
| Serial #: |
||||||||||||||||||||||||||||||||||||||||||||||||||
| 26 |
27 |
28 |
29 |
30 |
31 |
32 |
33 |
34 |
35 |
36 |
37 |
38 |
39 |
40 |
41 |
42 |
43 |
44 |
45 |
46 |
47 |
48 |
49 |
50 |
||||||||||||||||||||||||||
| Particles | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Glue in pixels | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Glue breaks | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Scratch | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Other (note) | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Delamination | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Bad scribe | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Bad break | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Scratch | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Glue tips | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Other (note) | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Incomplete fill | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Die Attach | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Wirebond bad | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Electrical | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Visual: Non-uniform Spacing |
||||||||||||||||||||||||||||||||||||||||||||||||||
| Apron Problem | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Pixels Out | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Color bands | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Chord ZZ | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Aperture ZZ | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Pressure | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Lint | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Feathering | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Scratch | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Bad fill | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Contamination | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Circle defect | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Other (note) | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Final: Electrical | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Surface quality | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Alignment | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Spacing | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Other | ||||||||||||||||||||||||||||||||||||||||||||||||||
| ___ses QC | ||||||||||||||||||||||||||||||||||||||||||||||||||
9
| Key Metrics |
||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| S/N |
dark |
off |
on |
Angle 1 |
Angle 2 |
rise time |
fall time |
|||||||
10
| TITLE: LCQC | SPECIFICATION NUMBER: QASR-02600 |
REVISION 1 |
||||||||||||||||||||
| DISPLAYTECH PROPRIETARY INFORMATION | ||||||||||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | |||||||||||
| 1 | 1 | 1 | 1 | 1 | 1 | 1 | ||||||||||||||||
| 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | |||||||||||
| 25 | 26 | 27 | 28 | 29 | 30 | 31 | 32 | 33 | 34 | 35 | 36 | |||||||||||
REVISION |
DATE |
DESCRIPTION |
||
|---|---|---|---|---|
| 1 | 10/98 | Remove definitions from section 7 and add to section 9, change pixels out from 5 to 3, no two Adjacent, change from black state texture/problems allow to not allowed. |
| OWNER XXXX XXXXXX |
PRODUCT ASSURANCE | |
| PROCESS ENGINEERING MANAGER | FACILITIES/MAINTENANCE | |
| PRODUCTION MANAGER | PRIMARY TECHNICIAN | |
CONFIDENTIAL
1
- 1.0
- PURPOSE
- To
provide a procedure of qualifying the liquid crystal characteristics of live die, under selected driving conditions.
- 2.0
- SCOPE
- This
document covers inspection procedures and criteria for the determination of liquid crystal optical qualities of live, driven die.
- 3.0
- APPLICABLE
DOCUMENTS
- 3.1
- MSDS
for IPA (isopropyl alcohol)
- 3.2
- Job
Traveler
- 3.3
- QA
sheet from QASR-03300, Physical QC
- 4.0
- EQUIPMENT
& MATERIALS
- 4.1
- Equipment
Microscope, 50X
Viewing Module
Specific Drivers - 4.2
- Chemicals
IPA (isopropyl alcohol) - 4.3
- Materials
Cotton swabs - 4.4
- Tools
Not applicable
- 5.0
- GENERAL/SAFETY REQUIREMENTS
5.1 Due to the potential hazards to untrained personnel, there should be no attempt to execute the following procedure by "unqualified personnel", nor be assisted by such personnel unless following a formal orientation procedure.
5.2 Gloves shall be worn at all times when handling die. Chemical resistant gloves shall be worn whenever handling chemicals.
5.3 Process Specific Requirements
5.3.1 Only one open lot at each inspection station at a time.
5.3.2 Job traveler must be completed and all die properly stored before beginning the next lot.
2
- 6.0
- PROCESS SETUP
6.1 Clean/Prepare area. Remove any unnecessary items from work area.
6.2 Setup/Verify Equipment
6.2.1 Driver should be OFF.
6.2.2 CDK cable should connect driver board to the FR-4 board such that the cable comes straight off each board without crossing the connector or the board.
6.2.3 All of the DIP switches on the driver board should be OFF except 1, which does not matter, and 8, which should be ON.
6.2.4 Driver should be plugged in.
6.3 ESD Grounding
When handling live die, proper ESD methods will be followed at all times.
6.4 Obtain the QA sheet from QASR-03300, Physical QC. All yields will be reported on this sheet.
- 7.0
- PROCEDURE
7.1 Set up Panel to be inspected.
7.1.1 If die wires are not exposed (the die is packaged), clean the exposed surface of the window using a cotton swab wetted with isopropyl alcohol, rolling and wiping until all surface contaminants have been removed.
7.1.2 Check the driver to insure that it is off.
7.1.3 Plug the flex lead tab of a VGA packaged die into ZIF connector on the FR-4 board, pushing the flex to the back of the ZIF socket and inserting it such that the display side of the flex faces the FR-4 board.
7.1.4 Squeeze the ZIF connector slider shut, trapping the flex tab in the socket.
7.1.5 Gently place the flex assembly under the viewer or microscope.
7.1.6 Turn the driver on.
7.2 Check first for obvious electrical problems in the current state. Switch the image of the display from Black to White and check again for electrical problems.
7.2.1 Any display with no electrical problems is then judged for general display qualities. The explanations and probable causes for problems are listed in Section 9.
7.2.2 Rate the display using the definitions and defect limits for ratings explanations and marking the results on the Display Rating Chart, the last page of this document.
3
7.3 Reject Categories
7.3.1 Electrical problems: column out, column group out, chip short, scrolling pattern, starfield, xxxx apron, xxxx active area, will not change state:
Any die on which any of these electrical problems are present is rejected.
7.3.2 Pixel out: Any electrical problem or debris that causes any pixel to not appear to switch will be considered a pixel out. This includes hillocks, point defect/light leakage and contaminating particles.
Any die with more than 3 pixels out, no two pixels adjacent will be rejected.
7.3.3 Black State: Color fringes, zigzag, feathering or texture, pressure defect, wandering null, hillocks, point defect/light leakage, circle defect, or focal conic, lint.
Any die with any of these defects is rated in the following manner.
| Good: Any die with no indication of a problem. | Do not xxxx on the sheet | |
| Pass: Any die with a minor problem. | Xxxx on sheet with a "P" | |
| Fail: Any die with a major problem | Checkmark box or xxxx with an "X" |
Any die with any of these defects is rated in the following manner:
| Good: Any die with no indication of a problem. | Do not xxxx on the sheet | |
| Pass: Any die with a minor problem. | Xxxx on sheet with a "P" | |
| Fail: Any die with a major problem | Checkmark box or xxxx with an "X" |
- 8.0
- PROCESS SHUTDOWN
8.1 Turn off the driver.
8.2 Release the flex from the ZIF socket and repeat process with another die until entire lot has been viewed.
8.3 Return wafer to storage bag with job traveler.
8.4 Turn off all equipment
8.5 Clean area
8.5.1 Seal and return all chemicals to proper storage areas
8.5.2 Clean and store all tools and materials
8.5.3 Wipe area surfaces with IPA
4
8.5.4 Wipe area with clean dry wipes
8.5.5 Dispose of garbage properly
8.6 Fill out Job Traveler/QA Sheet
- 9.0
- PROBLEM SOLVING/TROUBLESHOOTING
Defect Definitions/Potential Causes
9.1 Particles: As viewed with the Chiron viewer for VGA, with the microscope for all other parts. Any die that contains material obscuring and area of one or more pixels that does not affect uniformity.
9.2 Column group out: One or more adjacent columns will not switch with the balance of the columns. Chip problem, can be caused by a short in the chip, shorting a pixel to ground or to supply voltage.
9.3 Short: The driver will buzz lightly and the chip and/or flex will get hot. Sometimes the chip will fade in a wave from one side to the other several seconds after being driven. Usually chip or wire bond problem, although it can be a flex problem (also see Pixel Out).
9.4 Pixel out: As viewed with the Chiron viewer for VGA, with microscope for all others. A pixel or group of pixels will not switch with the balance of the pixels. Usually pixels are out due to a wafer problem (pit or particle), but could be electrical trace problems in the silicon.
9.5 Scrolling checkerboard pattern: When any non-solid pattern (such as the checkerboard pattern) appear on the screen, they scroll, rather than remain in place. Chip or flex problem.
9.6 Starfield: Chip will not switch to white state when driven and instead displays a black state with a white random pattern of pixels in the white state. No clock line. Could be a flex or a wire bond problem.
9.7 Xxxx apron: The apron will not get as black as the active area. Apron not connected.
9.9 Will not change state: Display will always remain all white or all black, but will not switch to the other state. Flex, chip, or wire bond problem.
9.10 Fill rings: Seen in black state. Alternating band of relatively light and dark bands that seem to emanate from the fill hole like ripples from a disturbance in a pond. In general, seen after encapsulation.
9.11 Color fringes: Seen in black state between crossed polarizers. Bands or areas of colors across the display. Although color fringes are a symptom of uneven stress between wafer and glass, actual causes can vary from uneven spacer ball densities across the chip, glue pulling or pushing between the laminate layers, particles between the layers, non-planer laminate layers, or other unknown mechanisms.
9.12 Spacing non uniformity: Seen in the black state with parallel polarizers. An area that is different in height than the remainder of the display will appear a different color. These will usually appear as a "bulls-eye" pattern. If the display is viewed between parallel polarizers and rotated correctly, the spacing problem will show up as a change in the xxxx shade of the display (rather than a change in color).
5
9.13 Feathering or texture: Seen near the black state. Texturing that changes shades as the part is rotated near the black state. Pattern looks like bird feather layering, aligned in the direction of the buff. Most likely a polyimide or buff problem.
9.14 Streaks: Streaks running parallel with the buff. These streaks appear quite smooth and uniform, like small ridges on the wafer. Unknown, but possibly caused by contamination in alignment layer.
9.15 Poor contrast: One or both of the states is not very "extreme" (and instead tends toward the xxxx state). No panels are rejected for poor contrast until they are measured in a display engine. When measured in a display engine, any parts with contrast below 200:1 will be rejected.
9.16 Wandering null: The entire display cannot be in its darkest state at the same angle (of the display with respect to the polarizers). As the display is rotated, the darkest part of the display will move across the display, leaving behind an area that is no longer as dark as possible. Cause unknown, most likely an alignment layer, buff, or LC problem.
9.18 Zigzags, active area: Best seen near the black state, as extinction angle for each domain is slightly different, causing one domain to be off-black while the other is black. LC domain boundaries that lie perpendicular to the buff. Usually the side nearest to the fill hole is fairly straight, while the side opposite the fill hole is quite jagged. Chord zigzags tend to anchor on the cell boundary (i.e. a glue line) and usually start from a discontinuity in the boundary (i.e. a notch in the glue line). Usually they are fairly short, tending to stay in the corners, but can occasionally form across the active area if they can find two anchor points that allow them to set up perpendicular to the buff. Differential cooling the UV cure fixture is the usual cause.
9.19 Zigzags, aperture: Best seen near the black state, as extinction angle for each domain is slightly different, causing one domain to be off-black while the other is black. Seen under microscope only. LC domain boundaries that are not chord zigzag and appear within the aperture. Usually they are of varying size and concentration; sometimes they are a relatively large area, other times they are a scattering of little slivers that run parallel with the buff. Cause unknown.
9.21 Window blob, misc.: Some particle, epoxy, or other goober on top of the window. Usually a process problem.
9.22 Point defect/Light leakage: An area in the black state that is not black. Occasionally focal conic or other problems can cause a pocket of light inside the glue line, but should be categorized under the appropriate problem and not as light leakage. Could also be light reflecting off a glass scratch, spacer ball clump or a chip problem. Viewed from an angle normal to the center point of the display.
9.23 Pressure defect: A disruption in the LC alignment appearing as a mottled or xxxx area that can have many appearances. In mild cases, the mottling is barely noticeable and appears as a mild bruise. In more severe cases (such as being dropped or whacked), zigzags, voids, discontinuities, pixilated three-tone patterns, and other severe texturing can form in the shocked area. Process or handling problem.
6
9.26 Circle defect: Usually best seen in the near black state, but sometimes seen well with the near white state. A somewhat small circle, halo, ellipse, or comet-shaped pattern. When the polyimid is spun onto a wafer or glass, a bubble can form in the polyimid, or something can interrupt the spread of the liquid (i.e. a particle). Spin coat process problem or possibly a liquid drying stain.
9.27 Lint: Small streaks or blobs of light in the dark state that are random in nature. Generally caused by spacer ball clumps or small liquid crystal defects near spacer balls.
7
| TITLE: Panel QA TCO 98031 |
SPECIFICATION NUMBER: QASR-03500 |
REVISION Original |
||||||||||||||||||||
| DISPLAYTECH PROPRIETARY INFORMATION | ||||||||||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | |||||||||||
| 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | |||||||||||
| 25 | 26 | 27 | 28 | 29 | 30 | 31 | 32 | 33 | 34 | 35 | 36 | |||||||||||
REVISION |
DATE |
DESCRIPTION |
||
|---|---|---|---|---|
| ORIGINATOR | PRODUCT ASSURANCE | |
| PROCESS ENGINEERING MANAGER | FACILITIES/MAINTENANCE | |
| MANUFACTURING MANAGER | PRIMARY TECHNICIAN | |
CONFIDENTIAL MATERIAL
Displaytech, Inc.
1
- 1.0
- PURPOSE
To provide an operating procedure for final inspection of Projection Panel devices.
- 2.0
- SCOPE
This document covers operation and material handling procedure necessary for manufacture of Projector Panel devices.
- 3.0
- APPLICABLE
DOCUMENTS
- 3.1
- MSDS
for chemicals used in process.
- 3.2
- Clean
room operation specification.
- 3.3
- Visual
QC Yield Breakdown Sheet
- 4.0
- EQUIPMENT
AND MATERIALS
- 4.1
- Equipment
Stand (to hold driver)
Square Stage on Microscope
Photodetector w/ Power Supply
Microscope Olympus BH2-UMA w/ DC light source
IR Filter
UV Filter
Panel driver
HP Power Supply 3610A
Oscilloscope TDS 340A - 4.2
- Chemicals
IPA
Acetone - 4.3
- Materials
Tape
Glass slide
Serial Number Sheet
Sharpie
Q-tip
Lens Tissue - 4.4
- Tools
Not applicable
- 5.0
- GENERAL/SAFETY
REQUIREMENTS
- 5.1
- Due
to the potential hazards to untrained personnel there should be no attempt to operate the system unless a complete orientation has been given by qualified personnel.
- 5.2
- Safety glasses shall be worn at all times.
2
- 5.3
- Chemical
resistant gloves shall be worn when handling any chemical or devices.
- 5.4
- ESD
protections shall be worn when handling any live parts.
- 6.0
- PROCESS
SET UP
- 6.1
- Clean/Prepare
area
- 6.2
- Oscilloscope
Setup
- 6.3.1
- Attach
photodetector to input 1.
- 6.3.2
- Set
up measurements to max, min, rise time and fall time.
- 6.3
- Power
Supply for Light Source
- 6.3.3
- Set
to 6.0 V
- 6.4
- Microscope
and Photodetector.
- 6.4.1
- Remove
camera from the top of microscope and attach photodetector.
- 6.4.2
- Insert
IR and UV filters into microscope light source.
- 6.4.3
- Remove
X-Y stage.
- 6.4.4
- Mount
vernier rotating stage onto system.
- 6.4.5
- Set
microscope to use 5X objective.
- 6.4.6
- Set
Polarizers on Microscope to cross.
- 6.4.7
- Determine
black state noise by closing camera shutter on microscope and taking reading on oscilliscope.
- Note:
- Reading
should be less than 10 mV.
- 6.5
- Pattern
Generator Board.
- 6.5.1
- Set
DIP switches for fast switching speed and part type.
- 7.0
- PROCEDURE
- 7.1
- Put
Panel in System
- 7.1.1
- Attach
panel connector to driver cable.
- 7.1.2
- Place
in center of the rotating stage.
- 7.1.3
- Hold in place with tape.
3
- 7.1.4
- Connect
driver board to power supply and set to 5V.
- 7.2
- Perform
a Visual Inspection
- 7.2.1
- Check
first for obvious electrical problems in the current state. Switch the image of the display from Black to White and check again for electrical problems.
- 7.2.1.1
- Any
display with no electrical problems is then judged for general display qualities. The explanations and probable causes for problems are listed in Section 9.
- 7.2.2.2
- Rate
the display using the definitions and defect limits for ratings explanations and marking the results on the Physical QC Inspection
Sheet.
- 7.2.2
- Reject
Categories
- 7.3.1.1
- Electrical:
column out, column group out, chip short, scrolling pattern, star field, xxxx apron, xxxx active area, will not change state:
- Any
die on which any of these electrical problems are present is rejected.
- 7.3.1.2
- Surface
Quality: Scratch, contamination. Die with scratches visible to the eye, covering two pixels or more, a non-removable contamination is rejected if it covers more than three
pixels with no two adjacent.
- Any
die with these defects is rejected.
- 7.3.1.3
- Alignment
Quality: Color fringes, zigzag, feathering or texture, pressure defect, wandering null, hillocks, point defect/light leakage, circle defect, or focal conic, lint.
- Any
die with any of these defects is rejected.
- 7.3.1.4
- Spacing:
any die with yellowing in a portion of the white state.
- Any
die with this defect is rejected.
- 7.3
- Contrast
Ratio Measurement
- 7.3.1
- Rotate
cell until black state reaches minimum value on the 10 mV scale.
- 7.3.2
- Record
measurement
- 7.3.3
- Change
scale to read Max value on the 500 mV scale.
- 7.3.4
- Record
Value.
- 7.3.5
- Calculate contrast ratio using following formula or enter into spreadsheet.
| Contrast = | Max-Black State Min-Black State |
4
- Reject
any cell with contrast less than 200.
- 7.4
- Switching
Speed Measurement
- 7.4.1
- Record
rise and fall times from digital microscope.
- Reject
any die with a rise or fall time greater than 300 µs.
- 7.5
- Tilt
Angle Measurement
- 7.5.1
- Note
current angle on microscope stage.
- 7.5.2
- Move
clockwise until maximum value recorded in 7.2.3 is shown.
- 7.5.3
- Record
new angle.
- 7.5.4
- Calculate
Tilt Angle using following formula or enter into spread sheet.
- Tilt
Angle = New Angle - Original angle
- Reject
any cell with tilt angle less than 20°.
- 8.0
- PROCESS
SHUTDOWN
- 8.1
- Switch
camera back onto microscope.
- 8.2
- Turn
off all equipment.
- 8.3
- Replace
stage set up as it was when started.
- 9.0
- Defect
Definitions/Potential Causes
- 9.1
- Particles:
As viewed with the Chiron viewer for VGA, with the microscope for all other parts. Any die that contains material obscuring and area of one or more pixels that does not
affect uniformity.
- 9.2
- Column
group out: One or more adjacent columns will not switch with the balance of the columns. Chip problem, can be caused by a short in the chip, shorting a pixel to ground or to
supply voltage.
- 9.3
- Short:
The driver will buzz lightly and the chip and/or flex will get hot. Sometimes the chip will fade in a wave from one side to the other several seconds after being driven.
Usually chip or wire bond problem, although it can be a flex problem (also see Pixel Out).
- 9.4
- Pixel
out: as viewed with the Chiron viewer for VGA, with microscope for all others. A pixel or group of pixels will not switch with the balance of the pixels. Usually pixels are out
due to a wafer problem (pit or particle), but could be electrical trace problems in the silicon.
- 9.5
- Scrolling checkerboard pattern: When any non-solid pattern (such as the checkerboard pattern) appear on the screen, they scroll, rather than remain in place. Chip or flex problem.
5
- 9.6
- Starfield:
Chip will not switch to white state when driven and instead displays a black state with a white random pattern of pixels in the white state. No clock line. Could be a flex
or a wire bond problem.
- 9.7
- Xxxx
apron: The apron will not get as black as the active area. Apron not connected.
- 9.8
- Xxxx
active area: The active area will not get black, but instead remain somewhat xxxx. Open circuit in chip.
- 9.9
- Will
not change state: Display will always remain all white or all black, but will not switch to the other state. Flex, chip or wire bond problem.
- 9.10
- Fill
rings: Seen in black state. Alternating band of relatively light and dark bands that seem to emanate from the fill hole like ripples from a disturbance in a pond. In general,
seen after encapsulation.
- 9.11
- Color
fringes: Seen in black state between crossed polarizers. Bands or areas of colors across the display. Although color fringes are a symptom of uneven stress between wafer and
glass, actual causes can vary from uneven spacer ball densities across the chip, glue pulling or pushing between the laminate layers, particles between the layers, non-planer laminate layers, or other
unknown mechanisms.
- 9.12
- Spacing
non uniformity: Seen in the black state with parallel polarizers. An area that is different in height than the remainder of the display will appear a different color. These
will usually appear as a "bulls-eye" pattern. If the display is viewed between parallel polarizers and rotated correctly, the spacing problem will show up as a change in the xxxx shade of
the display (rather than a change in color).
- 9.13
- Feathering
or texture: Seen near the black state. Texturing that changes shades as the part is rotated near the black state. Pattern looks like bird feather layering, aligned in the
direction of the buff. Most likely a polyimide or buff problem.
- 9.14
- Streaks:
Streaks running parallel with the buff. These streaks appear quite smooth and uniform, like small ridges on the wafer. Unknown, but possibly caused by contamination in
alignment layer.
- 9.15
- Poor
contrast: One or both of the states is not very "extreme" (and instead tends toward the xxxx state). No panels are rejected for poor contrast until they are measured in a
display engine. When measured in a display engine, any parts with contrast below 200:1 will be rejected.
- 9.16
- Wandering
null: The entire display cannot be in its darkest state at the same angle (of the display with respect to the polarizers). As the display is rotated, the darkest part of
the display will move across the display, leaving behind an area that is no longer as dark as possible. Cause unknown, most likely an alignment layer, buff, or LC problem.
- 9.17
- Hillocks: Seen as small pocket of light leakage. A crystalline growth, or particle on the wafer, usually later trapped by the Metal 3, this is a wafer problem.
- 9.18
- Zigzags, active area: Best seen near the black state, as extinction angle for each domain is slightly different, causing one domain to be off-black while the other is black. LC domain boundaries that lie perpendicular to the buff. Usually the side nearest to the fill hole is fairly straight, while the side opposite the fill hole is quite jagged. Chord zigzags tend to anchor on the cell boundary (i.e. a glue line) and usually start from a discontinuity in the boundary (i.e. a notch in the glue line). Usually they are fairly short, tending to stay in the corners, but can occasionally form across the
6
- 9.19
- Zigzags,
aperture: Best seen near the black state, as extinction angle for each domain is slightly different, causing one domain to be off-black while the other is black. Seen under
microscope only. LC domain boundaries that are not chord zigzag and appear within the aperture. Usually they are of varying size and concentration; sometimes they are a relatively large area, other
times they are a scattering of little slivers that run parallel with the buff. Cause unknown.
- 9.20
- Scratch,
window or top AR coating: Scratch on the top of the window, seen with 40X microscope. Process or handling problem.
- 9.21
- Window
blob, misc.: Some particle, epoxy, or other goober on the top of the window. Usually a process problem.
- 9.22
- Point
defect/Light leakage: An area in the black state that is not black. Occasionally focal conic or other problems can cause a pocket of light inside the glue line, but should be
categorized under the appropriate problem and not as light leakage. Could also be light reflecting off a glass scratch, spacer ball clump or a chip problem. Viewed from an angle normal to the center
point of the display.
- 9.23
- Pressure
defect: A disruption in the LC alignment appearing as a mottled or xxxx area that can have many appearances. In mild cases, the mottling is barely noticeable and appears as
a mild bruise. In more severe cases (such as being dropped or whacked), zigzags, voids, discontinuities, pixilated three-tone patterns, and other severe texturing can form in the shocked area. Process
or handling problem.
- 9.24
- Partial
LC fill: The entire cell will not be filled with LC; some pocket will remain with no LC. This pocket will not be birefringent, always appearing black between crossed
polarizers. LC fill process problem.
- 9.25
- Focal
conic: An LC contamination problem or non-aligning LC that appears as a pocket of crystal cell grains, a stained glass look. Usually the glue was not entirely cured when the
cell was filled with LC.
- 9.26
- Circle
defect: Usually best seen in the near black state, but sometimes seen well with the near white state. A somewhat small circle, halo, ellipse, or comet-shaped pattern. When the
polyimid is spun onto a wafer or glass, a bubble can form in the polyimid, or something can interrupt the spread of the liquid (i.e. a particle). Spin coat process problem or possibly a liquid drying
stain.
- 9.27
- Lint:
Small streaks or blobs of light in the dark state that are random in nature. Generally caused by spacer ball clumps or small liquid crystal defects near spacer balls.
- 9.28
- Contamination: And area of discoloration or fading in a localized area of the cell, usually near the fill hole. Encapsulant or other foreign material leas in through an incomplete perimeter seal.
active area if they can find two anchor points that allow them to set up perpendicular to the buff. Differential cooling the UV cure fixture is the usual cause.
7
Fig. 1: Connection Diagram
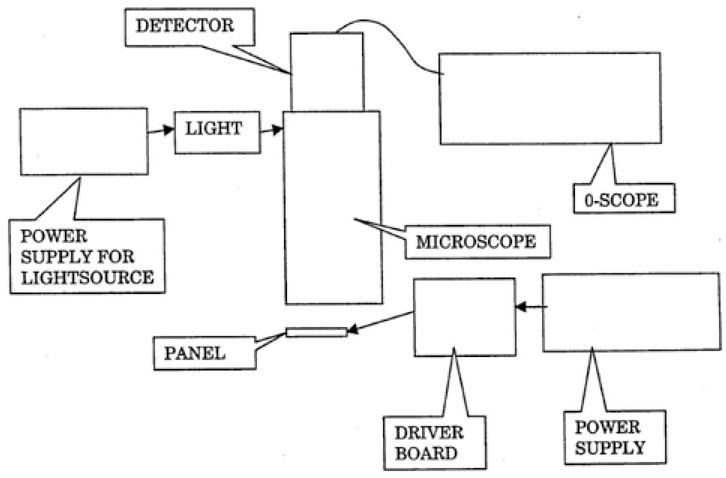
8
Schedule 7.1
(Attached to and Part of the
Manufacturing Agreement
Between
Miyota Co., Ltd. and Displaytech, Inc.
Dated December 10, 1998)
Price
Date: February 5, 1999
The formula(s) for determining the price for the Products manufactured under the Manufacturing Agreement is (are) set forth in the following document, which is incorporated into and made a part of the Manufacturing Agreement by reference thereto:
| 1. | Document Title: | Price | ||
| Document No.: | XXXX00000 | |||
| Document Date | February 5, 1999 |
| MIYOTA CO., LTD. | DISPLAYTECH, INC. | |||||
By: |
/s/ YORITAKE OYA |
By: |
/s/ XXXXXXXX XXXXXX |
|||
| Name: | Yoritake Oya |
Name: | Xxxxxxxx Xxxxxx |
|||
[LETTERHEAD]
PRICE
REFM-04009
DATE: 2/5/99
ATTACHED DOCUMENTS WITHIN:
| DOCUMENT NO./TITLE |
REVISION |
DATE |
||
|---|---|---|---|---|
| PRICE DEFINITION | Original | 01/99 | ||
| DISPLAYTECH PRICE FORMULA | Original | 01/99 | ||
| MIYOTA PRICE FORMULA | Original | 01/99 | ||
| DEPRECIATION FORMULA | Original | 01/99 |
DISPLAYTECH SIGNATURE AND DATE
| Project Leader: | /s/ [ILLEGIBLE] 2/2/99 |
|
| Manufacturing Manager: | /s/ [ILLEGIBLE] 2/2/99 |
|
| Quality Manager: | /s/ [ILLEGIBLE] 2/2/99 |
|
| VP Operations: | /s/ [ILLEGIBLE] 2/2/99 |
MIYOTA SIGNATURE AND DATE
| Process Engineer Manager: | /s/ [ILLEGIBLE] 2/5/99 |
|
| Manufacturing Manager: | /s/ [ILLEGIBLE] 2/5/99 |
|
| Quality Manager: | /s/ [ILLEGIBLE] 2/5/99 |
|
| VP Operations: | /s/ [ILLEGIBLE] 2/5/99 |
MANUFACTURING AGREEMENT